|
Web pumpfundamentals.com |
|
Web pumpfundamentals.com |
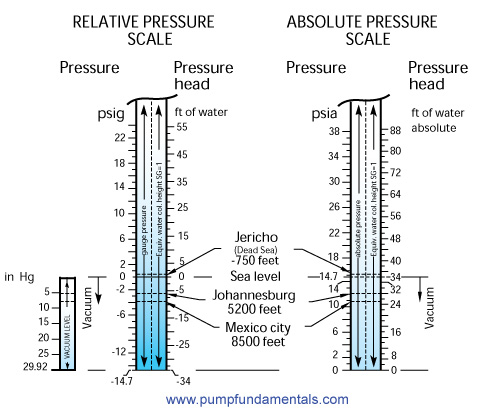
Absolute pressure: pressure is measured in psi (pounds per square inch) in the imperial system and kPa (kiloPascal or bar) in the metric system. Most pressure measurements are made relative to the local atmospheric pressure. In that case we add a "g" to the pressure measurement unit such as psig or kPag. The value of the local atmospheric pressure varies with elevation (see this pressure vs. elevation chart on this page). It is not the same if you are at sea level (14.7 psia) or at 4000 feet elevation (12.7 psia). In certain cases it is necessary to measure pressure values that are less then the local atmospheric pressure and in those cases we use the absolute unit of pressure, the psia or kPa a. pa(psia) = pr(psig) + patm(psia), patm = 14.7 psia at sea level. where pa is the absolute pressure, pr the relative pressure and patm the absolute pressure value of the local atmospheric pressure. and in the metric system pa(kPa a) = pr(kPag) + patm(kPa a), patm = 100 kPa a at sea level. |
 |
 |
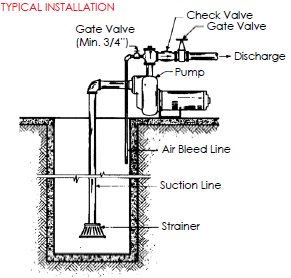
Pumps are often sold as a package with an accumulator.
Affinity laws: the affinity laws are used to predict the change in diameter required to increase the flow or total head of a pump. They can also predict the change in speed required to achieve a different flow and total head. The affinity laws can only be applied in circumstances where the system has a high friction head compared to the static head and this is because the affinity laws can only be applied between performance points that are at the same efficiency. see affinity laws.pdf![]()
The following figure shows a system that has a friction head (curve A) higher than its static head for which the affinity laws apply, as compared to curve B, a system with a high static head as compared to the friction head where the affinity laws do not apply.

Domain of application of the affinity laws for an axial flow pump.
The affinity laws are expressed by the three following relationships where Q is the flow rate, n the pump rpm, H the total head and P the power. You can predict the operating condition for point 2 based on the knowledge of the conditions at point 1 and vice versa.

The process of arriving at the affinity laws assumes that the two operating points that are being compared are at the same efficiency. The relationship between two operating points, say 1 and 2, depends on the shape of the system curve (see next Figure). The points that lie on system curve A will all be approximately at the same efficiency. Whereas the points that lie on system curve B are not. The affinity laws do not apply to points that belong to system curve B. System curve B describes a system with a relatively high static head vs. system curve A which has a low static head.
Diameter reduction To reduce costs pump casings are designed to accommodate several different impellers. Also, a variety of operating requirements can be met by changing the outside diameter of a given radial impeller. Euler's equation shows that the head should be proportional to (nD)2 provided that the exit velocity triangles remain the same before and after cutting. This is the usual assumption and leads to:

which apply only to a given impeller with altered D and constant efficiency but not a geometrically similar series of impellers.If that is the case then the affinity laws can be used to predict the performance of the pump at different diameters for the same speed or different speed for the same diameter. Since in practice impellers of different diameters are not geometrically identical, the author's of the section called Performance Parameters in the Pump Handbook recommend to limit the use of this technique to a change of impeller diameter no greater than 10 to 20%. In order to avoid over cutting the impeller, it is recommended that the trimming be done in steps with careful measurement of the results. At each step compare your predicted performance with the measured one and adjust as necessary.
Air entrainment (ingestion): air in the pump suction can reduce the performance of a pump considerably. The following chart from Goulds shows that even 2% air by volume in the liquid can have an effect on performance.
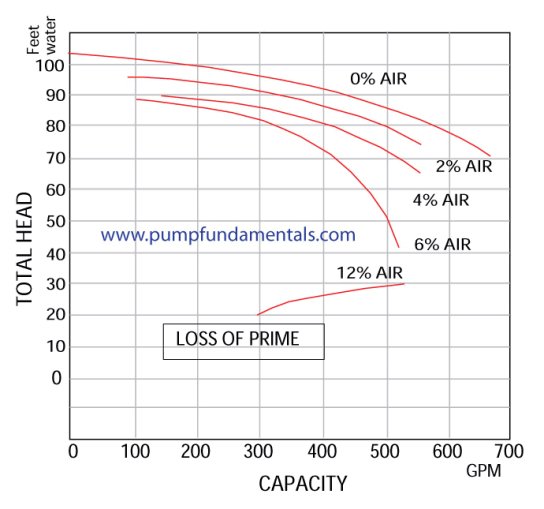
Performance reduction due to air in the pump
There are many causes of air entrainment, the air may be coming in at the suction tank due to improper piping

or due to leakage iin the pump suction line (assuming that conditions are such that low pressure is produced in the suction line).
Leakage in a suction pipe under low pressure will cause air to enter the pump.
Centrifugal pumps can be designed to handle more air if required. Viscous drag pumps can handle large quantities of air.
ALLOWABLE PIPE STRESS: the allowable or maximum pipe stress can be calculated using the ASME Power Piping Code B33.1. The allowable pipe stress is fixed by the code for a given material, construction and temperature from which one can calculate the allowable or maximum pressure permitted by code.
ANSI: American National Standards Institute. A term often used in connection with the classification of flanges, ANSI class 150, 300, etc. See this excerpt of the ASME B16.5 code![]() for the pressure rating of ANSI class flanges.
for the pressure rating of ANSI class flanges.
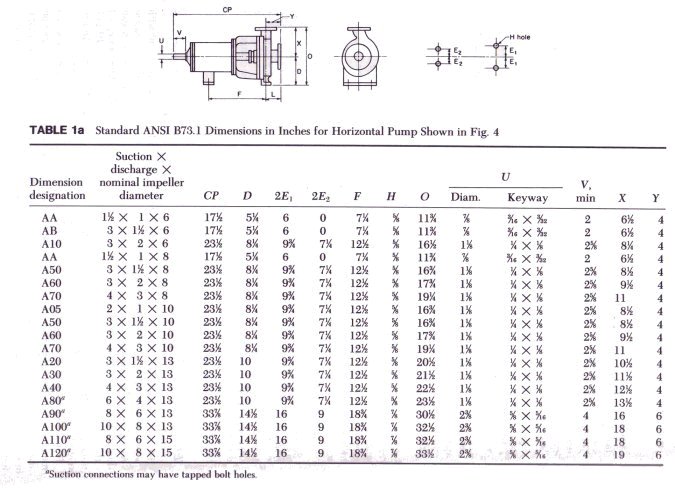
ANSI B73.1: this is a standard that applies to the construction of end-suction pumps. It is the intent of this standard that pumps of all sources of supply shall be dimensionnally interchangeable with respect to mounting dimensions, size and location of suction and discharge nozzles, input shafts, baseplates, and foundation bolts.
This next image shows the dimensions that have been standardized (source: the Pump Handbook by McGraw-Hill)
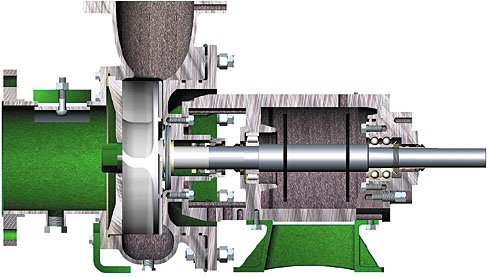
This next image shows a cross-section of an end-suction pump built to the B73.1standard (source: the Pump Handbook by McGraw-Hill).
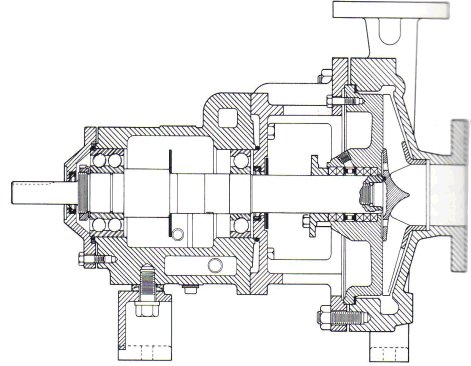
The McNally Institute web page gives comments on the scope of pump standards and recommends various changes to apply to pumps prior to ordering and modifications that will increase the operating life after receipt of a pump.
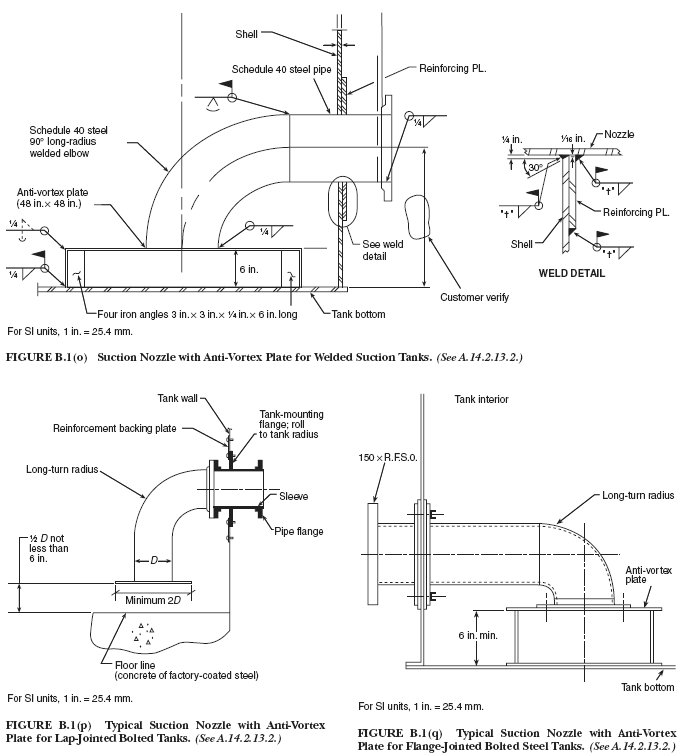
Anti Vortex Plate: An anti vortex plate prevents the formation of a vortex and and therefore air entrainment into the pump by forcing any emerging vortex to go around a plate and then into the suction pipe. The swirling motion cannot be maintained and the vortex dissipates and cannot form if the path is too long and contorted. Source: NFPA 22, Standard for water tanks for private fire protection 2008 edition. You can find the entire code here.
API 610: American Petroleum Industry, a pump standard adopted by the petroleum industry. The intent being to make pumps more robust, leak-free and reliable.
ASME: American Society of Mechanical Engineers. The Boiler pressure power piping code B31.3 is a code that is often used in connection with the term ASME, the maximum pressure safely allowable can be calculated using this code.
The help file of this applet shows some excerpts of B31.3 ASME code.
Atmospheric pressure: usually refers to the pressure in the local environment of the pump. Atmospheric pressure varies with elevation, it is 14.7 psia at sea level and decreases with rising elevation. The value of the local atmospheric pressure is required for calculating the NPSHA of the pump and avoiding cavitation.
Take a look at this video of an interesting experiment![]() with atmospheric pressure.
with atmospheric pressure.
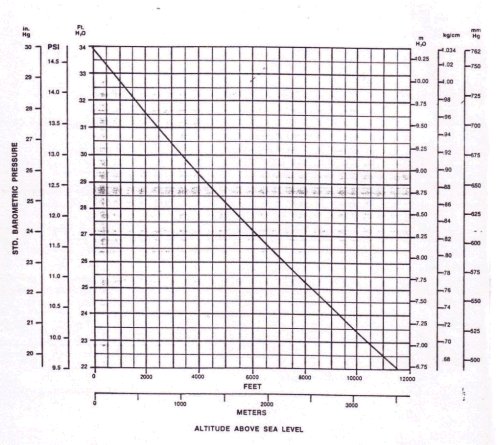
The variation of atmospheric pressure with elevation.
Axial flow pump: refers to a design of a centrifugal pump for high flow and low head. The impeller shape is similar to a propeller. The value of the specific speed number will provide an indication whether an axial flow pump design is suitable for your application. see axial flow pumps.![]()
They are used extensively in the state of Florida to control the water level in the canals of low lying farming areas. The water is pumped over low earthen walls called burms into the South Florida Water Management Disctrict main collecting canals.
Back vanes: see end-suction pump.
Back plate: see end-suction pump.
Barometric pressure: the same as atmospheric pressure, the pressure in the local environment. Barometric pressure is a term used in meteorology and is often expressed in inches of Mercury.
Baseplate: all pumps require some sort of steel base that holds the pump and motor and is anchored to a concrete base.
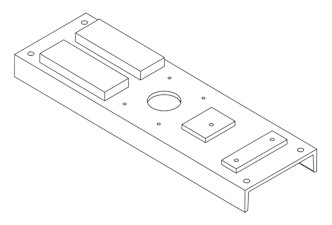
these baseplates are built to the ANSI standard B73.1 and will therefore accomodate any pump built to the same standard.
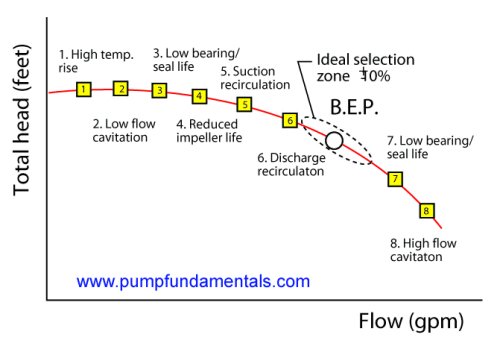
Best Efficiency Point (B.E.P.): The point on a pump's performance curve that corresponds to the highest efficiency. At this point, the impeller is subjected to minimum radial force promoting a smooth operation with low vibration and noise.

Figure 1 Important points of the pump characteristic curve.

Radial force on the impeller vs. the flow rate (source: the Pump Handbook by McGrawhill).
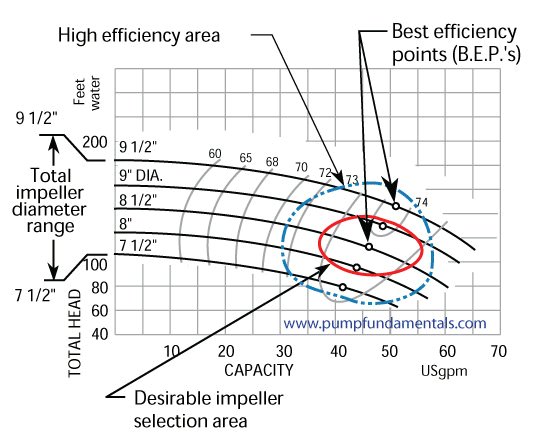
When selecting a centrifugal pump it is important that the design operating point lie within the desirable selection area shown in the next figure.
see articles on best efficiency on this web page: pumpworld.htm
Bingham plastic: A fluid that behaves in a Newtonian fashion (i.e. constant viscosity) but requires a certain level of stress to set it in motion.
For more information see non-newtonian fluids.pdf![]()
Bourdon pressure gauge: the Bourdon tube is a sealed tube that deflects in response to applied pressure and is the most common type of pressure sensing mechanism.
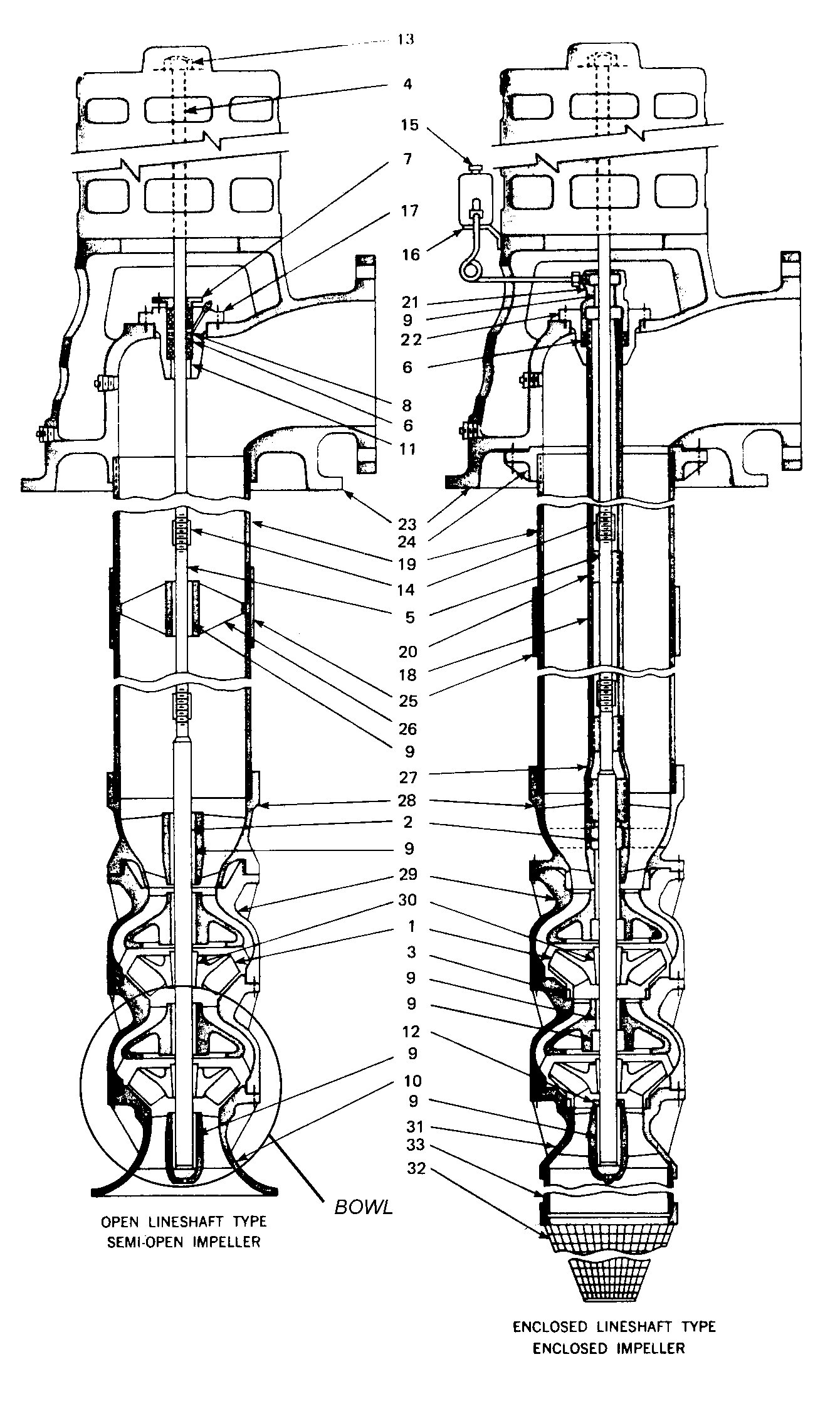
Bowl (vertical turbine pump): the casing of one stage a multi-stage vertical turbine pump.
Bypass line: a line used to connect the discharge side of the pump to a low pressure area, often the pump's suction tank, for the purpose of moderating the flow in the system and/or to bring the pump's operating point within a favorable area of the pump's performance curve.
To find out more about control systems, this is an excellent treatment by www.driedger.ca the types of control systems for a centrifugal pump
. Thanks to Walter Driedger of Colt Engineering a consulting engineering firm for the petro-chemical industry in Alberta, Canada.Calculation software: doing pump system calculations and pump selection can be a long manual process with opportunities for many errors. Help yourself produce accurate, consistent and error free total head calculation results with PIPE-FLO software. This sofware can resolve complicated systems with multiple branches, handle control valves and other equipment and help you do the final pump selection with the manufacturer's electronic pump performance curves providing you with customizable search features to obtain the optimum selection. see Engineered Software
Capacity: refers to a pump's flow rate capacity. Often expressed in USgpm (US gallons per minute) or l/min (litre per minutre) or m^3/h (meter cube per hour).
Casing: The body of the pump, which encloses the impeller, syn. volute.
Cavitation: the collapse of bubbles that are formed in the eye of the impeller due to low pressure. The implosion of the bubbles on the inside of the vanes creates pitting and erosion that damages the impeller. The design of the pump, the pressure and temperature of the liquid that enters the pump suction determines whether the fluid will cavitate or not.
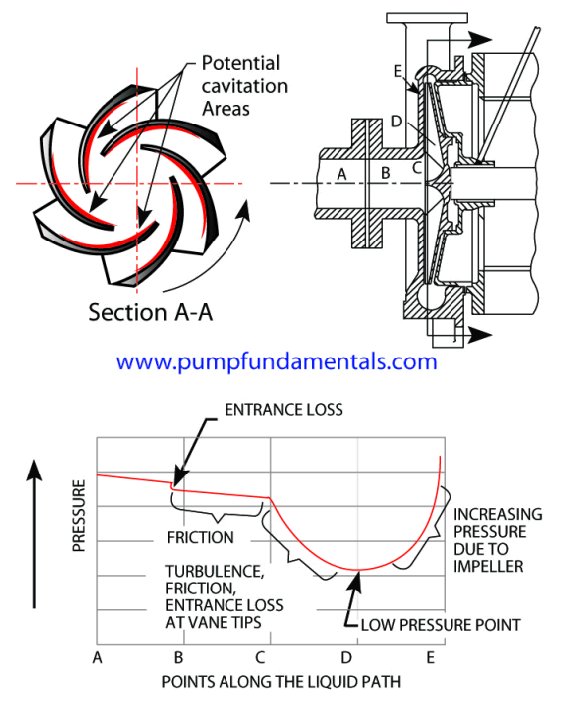
Figure 2 Pressure profile inside a centrifugal pump.
as the liquid travels through the pump the pressure drops, if it is sufficiently low the liquid will vaporize and produce small bubbles. These bubbles will be rapidly compressed by the pressure created by the fast moving impeller vane. The compression creates the characteristic noise of cavitation![]() . Along with the noise, the shock of the imploding bubbles on the surface of the vane produces a gradual erosion and pitting which damages the impeller.
. Along with the noise, the shock of the imploding bubbles on the surface of the vane produces a gradual erosion and pitting which damages the impeller.

Cavitation damage on an impeller of a Robot BW5000 pump (image provided by my pump friend Bart Duijvelaar).
You can join the pumpfundamentals centrifugal pump discussion forum at https://groups.yahoo.com/neo/groups/pumpfundamentals/info
Centrifugal force: A force associated with a rotating body. In the case of a pump, the rotating impeller pushes fluid on the back of the impeller blade, imparting circular and radial motion. A body that moves in a circular path has a centrifugal force associated with it .
Try this experiment, find a plastic cup or other container that you can poke a small pinhole in the bottom. Fill it with water and attach a string to it, and now you guessed it, start spinning it.
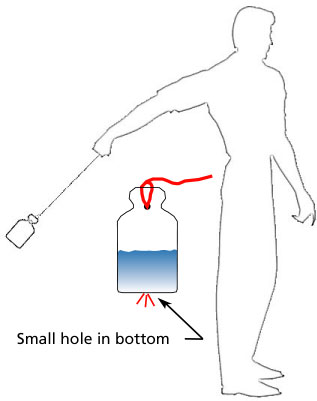
Figure 3 An experiment with centrifugal force.
The faster you spin, the more water comes out the small hole, you have pressurized the water contained in the cup using centrifugal force, just like a pump.
Characteristic curve: same as performance curve.
Check valve: a device for preventing flow in the reverse direction. The pump should not be allowed to turn in the reverse direction as damage and spillage may occur. Check valves are not used in certain applications where the fluid contains solids such as pulp suspensions or slurries as the check valve tends to jam. A check valve with a rapid closing feature is also used as a preventative for water hammer. see also check valve CV coefficient.

Various check valves (source: The Crane Technical Paper no 410)
Colebrook equation: an equation for calculating the friction factor f of fluid flow in a pipe for Newtonian fluids of any viscosity. see also the Moody diagram figure 9. This factor is then used to calculate the friction loss for a straight length of pipe.
To understand how to solve the Colebrook equation for the friction factor f using the Newton-Raphson iteration technique, dowload this pdf file.![]()
Here is an interesting article on alternate explicit and very precise version of the Colebrook equation. ![]()
Chopper pump: a pump with a serrated impeller edge which can cut large solids and prevent clogging.
Chopper pump
see specialty_pumps.pdf![]() for more information
for more information
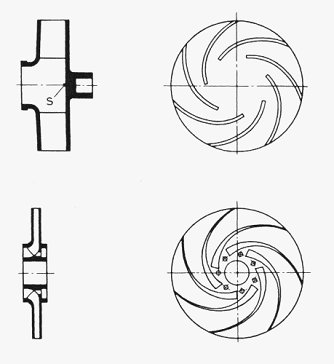
Closed or open impeller: the impeller vanes are sandwiched within a shroud which keeps the fluid in contact with the impeller vanes at all times. This type of impeller is more efficient than an open type impeller. The disadvantage is that the fluid passages are narrower and could get plugged if the fluid contains impurities or solids.

In the case of an open impeller, the impeller vanes are open and the edges are not constrained by a shroud. This type of impeller is less efficient than a closed type impeller. The disadvantage is mainly the loss of efficiency as compared to the closed type of impeller and the advantage is the increased clearance available which will help any impurities or solids get through the pump and prevent plugging.
also read this article on closed vs. open impellers![]() by John Kozel, president of the Sims Pump Valve Company re-printed with his permission. You can view the Sims company.
by John Kozel, president of the Sims Pump Valve Company re-printed with his permission. You can view the Sims company.
CV coefficient: a coefficient developed by control valve manufacturers that provides an indication of how much flow the valve can handle for a 1 psi pressure drop. For example, a control valve that has a CV of 500 will be able to pass 500 gpm with a pressure drop of 1 psi. CV coefficients are sometimes used for other devices such as check valves.
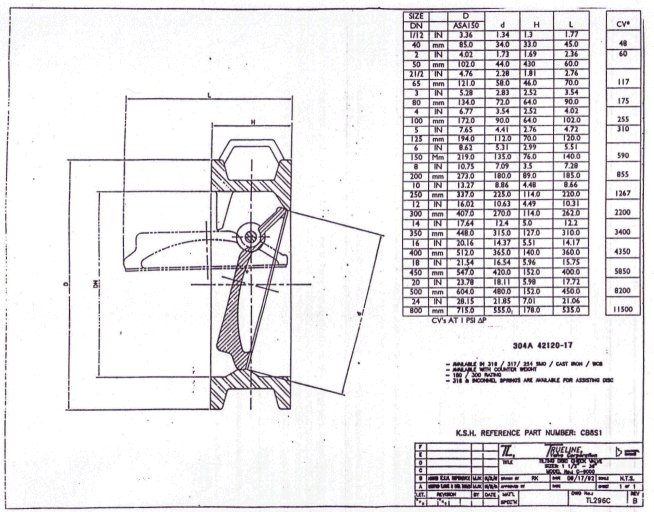
CV coefficients for a wafer style check valve.
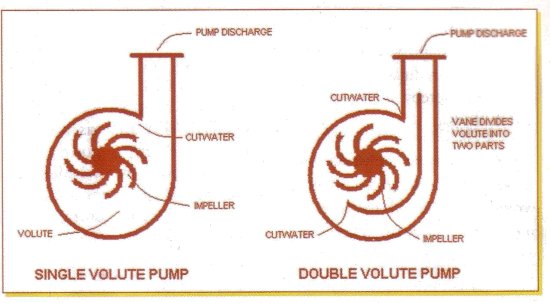
Cutwater: the narrow space between the impeller and the casing in the discharge area of the casing.
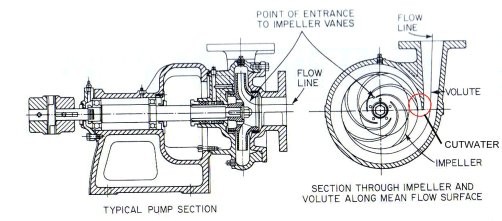
this is the area where pressure pulsations are created, each vane that crosses the cutwater produces a pulse. To reduce pulsations in critical process', more vanes are added.
Darcy-Weisbach equation: an equation used for calculating the friction head loss for fluids in pipes, the friction factor f must be known and can be calculated by the Colebrook, the Swamee-Jain equations or the Moody diagram.

Dead head: a situation that occurs when the pump's discharge is closed either due to a blockage in the line or an inadvertently closed valve. At this point, the pump will go to it's maximum shut-off head, the fluid will be recirculated within the pump resulting in overheating and possible damage.
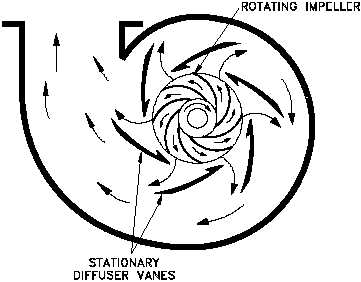
Diffuser: located in the discharge area of the pump, the diffuser is a set of fixed vanes often an integral part of the casing that reduces turbulence by promoting a more gradual reduction in velocity.
Diaphragm pump: a positive displacement pump. Double Diaphragm pumps offer smooth flow, reliable operation, and the ability to pump a wide variety of viscous, chemically aggressive, abrasive and impure liquids. They are used in many industries such as mining, petro-chemical, pulp and paper and others.
An air valve directs pressurized air to one of the chambers, this pushes the diaphragm across the chamber and fluid on the other side of the diaphragm is forced out. The diaphragm in the opposite chamber is pulled towards the centre by the connecting rod. This creates suction of liquid in chamber, when the diaphragm plate reaches the centre of the pump it pushes across the Pilot Valve rod diverting a pulse of air to the Air Valve. This moves across and diverts air to the opposite side of the pump reversing the operation. It also opens the air chamber to the exhaust.
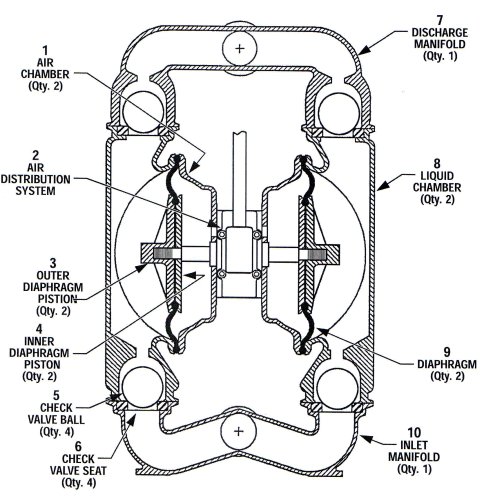
this type of diaphragm pump is driven by pneumatic air so these can be used where electric drives are not preferred, is self priming and can run dry for brief periods, an handle hazardous liquids with almost any viscosity, can pump solids up to certain sizes.

Wilden is a major manufacturer of such pumps https://www.psgdover.com/en/wilden/
Dilatant: The property of a fluid whose viscosity increases with strain or displacement.
For more information see non-newtoninan fluids.pdf![]()
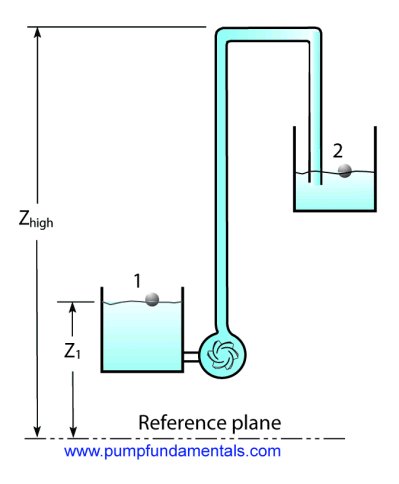
Discharge Static Head: The difference in elevation between the liquid level of the discharge tank if the pipe end is submerged and the centerline of the pump. If the discharge pipe end is open to atmosphere than it is the difference between the pipe end elevation and the suction tank fluid surface elevation. This head also includes any additional pressure head that may be present at the discharge tank fluid surface, for example as in a pressurized tank.
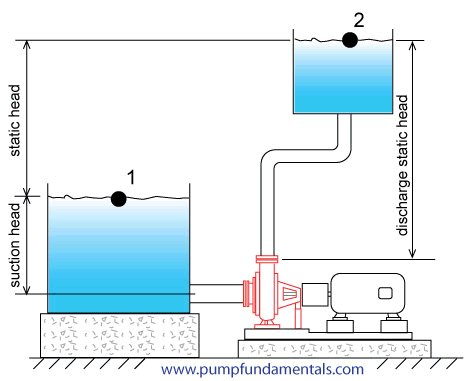
Figure 4 Discharge, suction and total static head.
See this tutorial for more information on discharge static head.
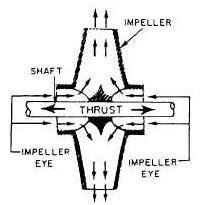
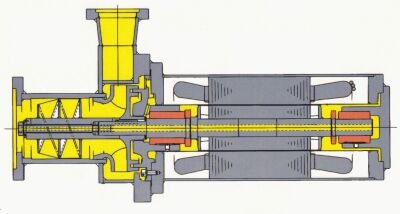
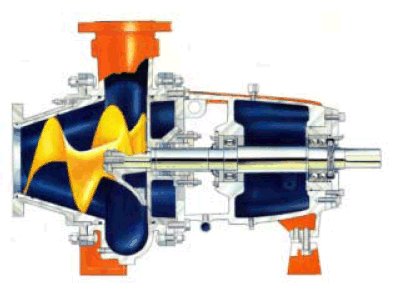
Double suction pump: the liquid is channeled inside the pump casing to both sides of the impeller. This provides a very stable hydraulic performance because the hydraulic forces are balanced. The impeller sits in the middle of the shaft which is supported on each end by a bearing. Also the N.P.S.H.R. of this type of pump will be less than an equivalent end-suction pump. They are used in a wide variety of industries because of their reliabilty. Another important feature is that access to the impeller shaft and bearings is available by removing the top cover while all the piping can remain in place. This type of pump typically has a double volute.
The following image is provided by the Flow Serve Corporation.
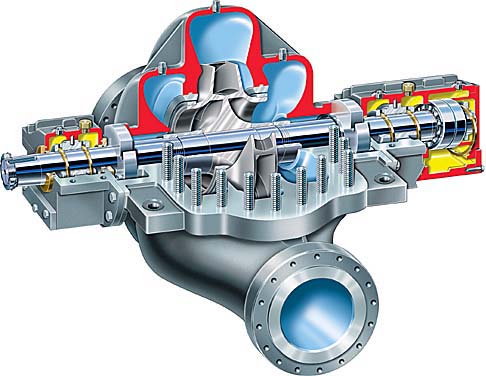
This sketch will help visualize the flow inside the pump.
Double volute pump: a pump where the immediate volute of the impeller is separated by a partition from the main body of the casing. This design reduces the radial load on the impeller making the pump run smoother and vibration free.
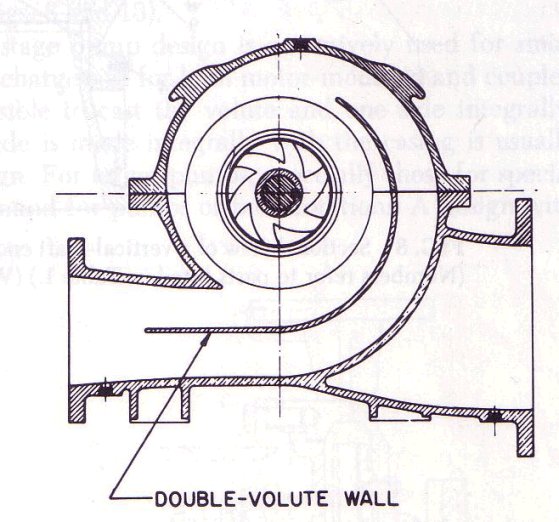
Double volute pump (source of image the Pump Handbook by McGraw-Hill).
see the pump type database for more information
For more information see this pdf file from Cornell Pumps![]()
Drooping curve: similar to the normal profile except at the low flow end where the head rises then drops as it gets to the shut-off head point. see centrifugal-pump-tips.htm
Efficiency:: the efficiency of a pump can be determined by measuring the torque at the pump shaft with a torque meter and then calculating the efficiency based on the speed of the pump, the pressure or total head and flow produced by the pump. The standard equation for torque and speed provides power.
The power consumed by the pump is proportional to total head, flow, specific gravity and efficiency.
for a metric version of this formula see this page.
Flow and total head are measured and then the efficiency can be determined.
The efficiency is calculated for various flow rates and plotted on the same curve as the pump performance or characteristic curve. When several performance curves are plotted, the equal efficiency values are linked to provide lines of equal efficiency. This is a useful visual aide as it points out areas of the various pump curves that are at high efficiency, which will be the preferred areas or areas that the selected pump should operate within. The highest efficiency on a given pump curve is known as the B.E.P. (best efficiency point), more information is available in this area of the visual glossary.
Centrifugal pumps come in many designs and some are more suitable for low-flow high-head applications and others for high-flow low-head and some in between. They are designed to achieve their maximum efficiency to accommodate a particular application.
The specific speed number gives an indication of what type of pump is more suited to your application. The effect of specific speed on pump design and how to calculate this number is available in this area of the visual glossary.
It is possible to predict efficiency. Some years ago, a survey of typical industrial pumps was made. The average efficiency was plotted against the specific speed and it shows what the ultimate efficiency limits are for pumps under various operating conditions. More information is available on the centrifugal pump tips page.
Suction specific speed is another parameter that can affect efficiency. This number is a measure of how much flow can be put through a pump before it starts to choke (reaches it's upper flow limit) and cavitates (the pressure at the suction becomes low enough that the fluid vaporizes). More information is available in the visual glossary here.
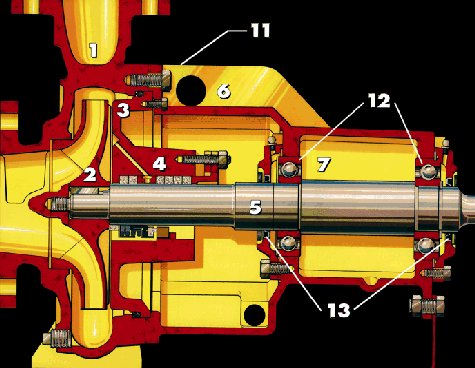
End suction pump: a typical centrifugal pump, the workhorse of industry. Also known as volute pump, standard pump, horizontal suction pump. The back pull out design is a standard feature and allows easy removal of the impeller and shaft with the complete drive and bearing assembly while keeping the piping and motor in place.
Some of its components are:
1.Casing, volute 2. Impeller, vanes, vane tips, backplate, frontplate (shroud), back vanes, pressure equalising passages or balancing holes 3. Back cover parallel to Plane of the impeller intake 4. Stuffing Box - Gland/mechanical seal housing or packing/lantern ring 5. Pump shaft 6. Pump casing 7. Bearing housing 8. Bearings 9. Bearing seals 11. Back pull out 12. Bearings 13. Bearing seals |
 |
Balancing holes
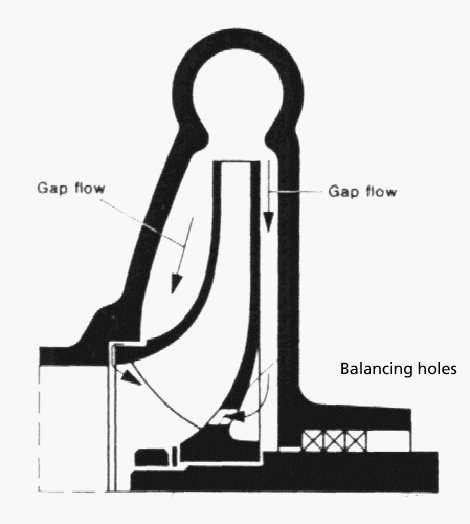
Backvanes

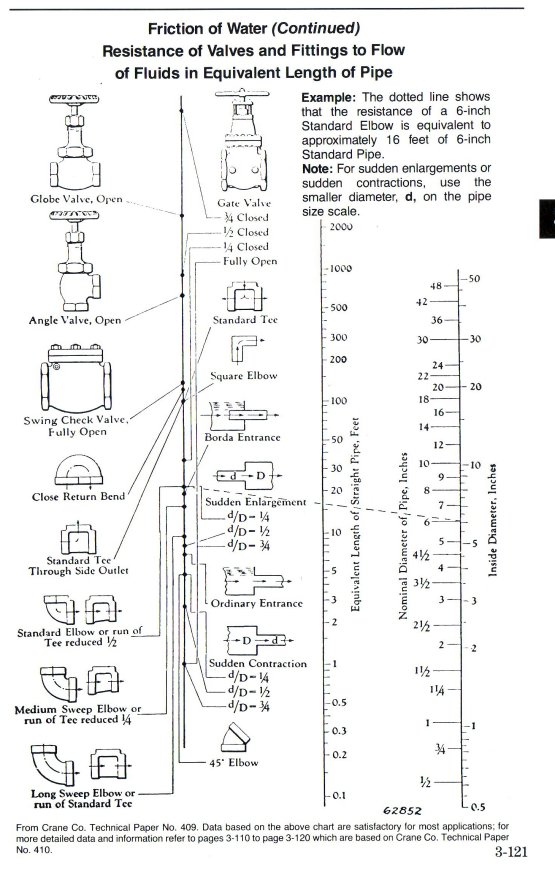
Equivalent length: a method used to establish the friction loss of fittings (see next figure). The equivalent length of the fitting can be found using the nomograph below. The equivalent length is then added to the pipe length, and with this new pipe length the overall pipe friction loss is calculated. This method is rarely used today. See tutotial3.htm for the current method for calculating fittings friction head loss.
Energy gradient: see Hydraulic gradient.
Expeller: a hydro-dynamic seal that provides a seal without addition of water to the gland, specially useful for liquid slurries.
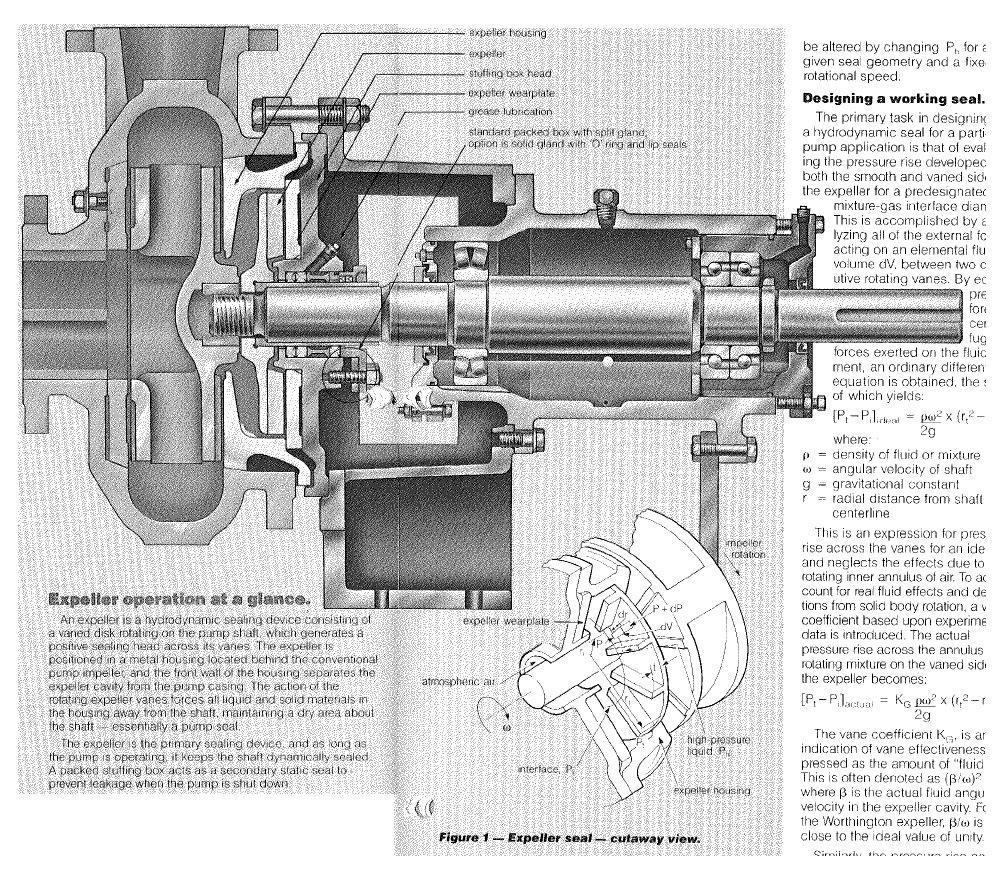
(image source: Worthington Pumpworld article, see below)
see an article on the expeller seal on this web page: pumpworld.htm
External Gear pump: a positive displacement pump. Two spur gears are housed in one casing with close clearance. Liquid is trapped between the gear tooth spaces and the casing, the rotation of the gears pumps the liquid. They are also used for high pressure industrial transfer and metering applications on clean, filtered, lubricating fluids.
Viking Pumps is a major supplier of these pumps
Flat curve: head decreases very slowly as flow increases, see centrifugal-pump-tips.htm
Flow splitter: see suction flow splitter.
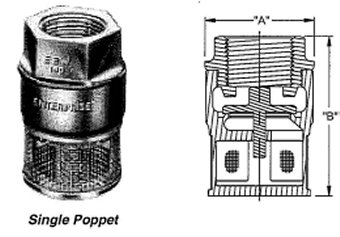
Foot valve: a check valve that is put on the end of the pump suction pipe, often accompanied with an integrated strainer.
Forum: the pumpfundamentals forum is a place where you can ask questions on centrifugal pumps and other types and also share you knowledge with others. A valuable resource. Join here.
Friction loss (pump): the following chart shows the distribution of friction losses and their relative size that occur in a pump.
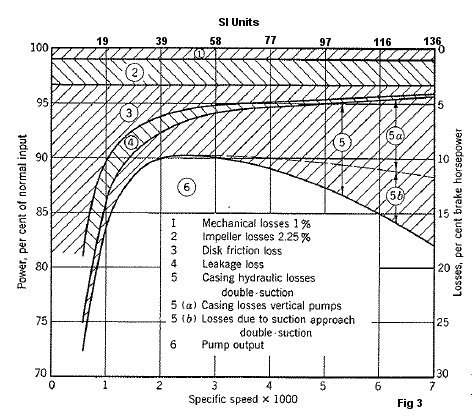
Source: Centrifugal and Axial Flow Pumps by A.J. Stepanoff published by John Wiley and Sons 1957.
Friction (pipe): The force produced as reaction to movement. All fluids are subject to friction when they are in motion. The higher the fluid viscosity, the higher the friction force for the same flow rate. Friction is produced internally as one layer of fluid moves with respect to another and also at the fluid wall interface. Rough pipes will also produce high friction.
Friction head loss (pipe): the friction head loss is given by the Darcy-Weisbach equation and in many tables such as provided by the Cameron Hydraulic data book. It is normally given in feet of fluid per 100 feet of pipe.
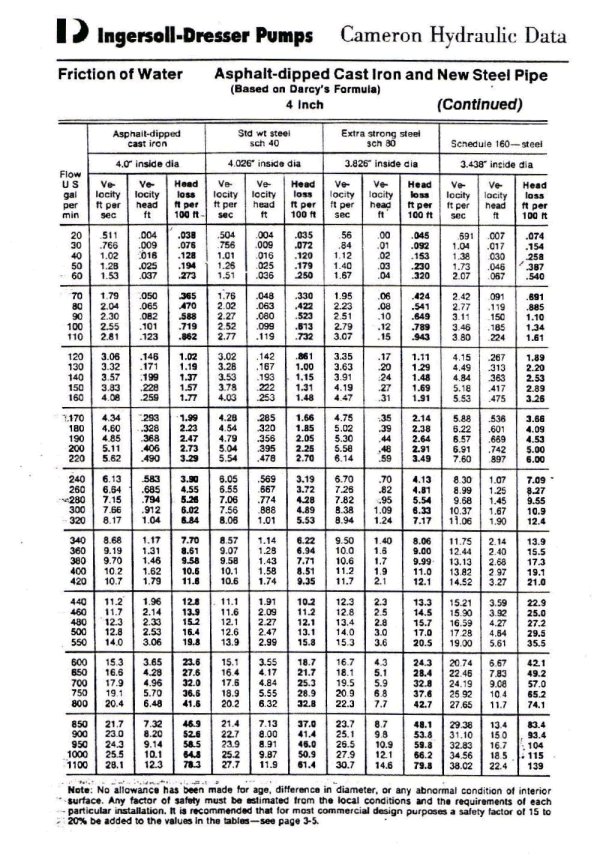
Table of head loss factors for water from the Cameron Hydraulic data book.
For more information on friction head .
Friction factor f (pipe): the friction factor f is required for the calculation of the friction head loss. It is given by the Moody diagram, or the Colebrook equation or the Swamee-Jain equation. The value of the friction factor will depend on whether the fluid flow is laminar or turbulent. These flow regimes can be determined by the value of the Reynolds number.
Front cover: see end-suction pump.
Front plate: see end-suction pump.
Gland: see stuffing box.
Glandless pumps: see sealless pumps.
Hazen-Williams equation: this equation is now rarely used but has been much used in the past and does yield good results although it has many limitations, one being that it does not consider viscosity. It therefore can only be applied to fluids with a similar viscosity to water at 60F. It has been replaced by the Darcy-Weisbach and the Colebrook equation. Interestingly the NFPA (National Fire Protection Association) mandates that the Hazen-Williams equation be used to do the friction calculations on sprinkler systems for example.

The C coefficients use in the above Hazen-Williams equation are given in the table below.
The source of this equation is the Cameron Hydraulic Data book  .
.
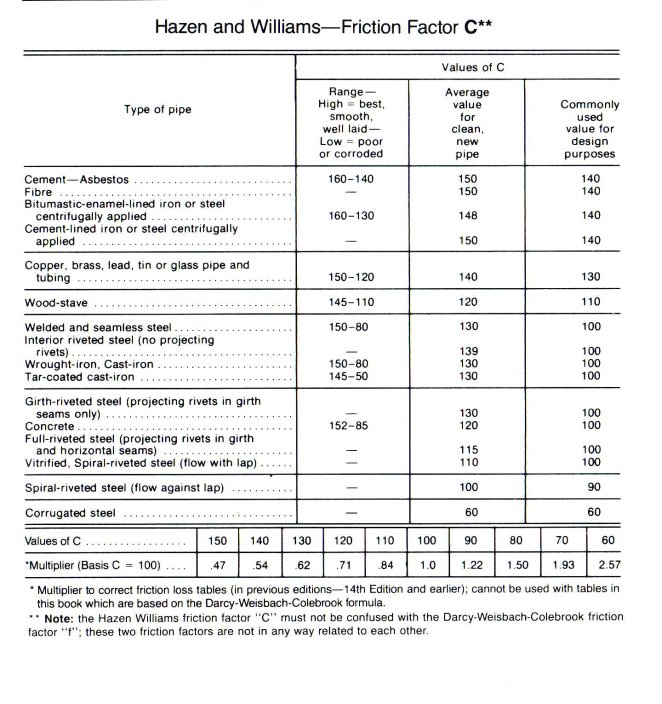
Hazen-Williams equation C coefficients.
Head: the height at which a pump can displace a liquid to. Head is also a form of energy. In pump systems there are 4 different types of head: elevation head or static head, pressure head, velocity head and friction head loss. For more information on head see this tutorial.
Also known as specific energy or energy per unit weight of fluid, the unit of head is expressed in feet or meters. see also tutorial2
Try this web app to obtain head from pressure.
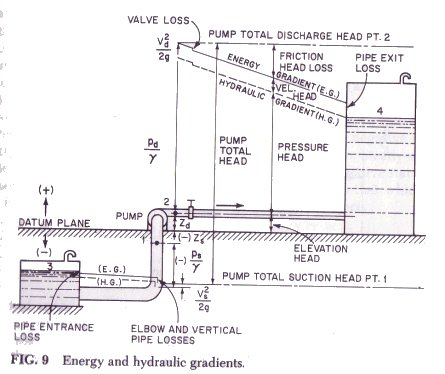
Hydraulic gradient: All the energy terms of the system ( for example velocity head and piping and fitting friction loss) are converted to head and graphed above an elevation drawing of the installation. It helps to visualize where all the energy terms are located and ensure that nothing is missed.
Impeller: The rotating element of a pump which consists of a disk with curved vanes. The impeller imparts movement and pressure to the fluid.
See this paper on impellers by the McNally Institute
.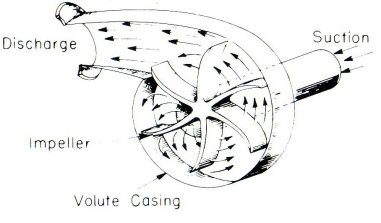
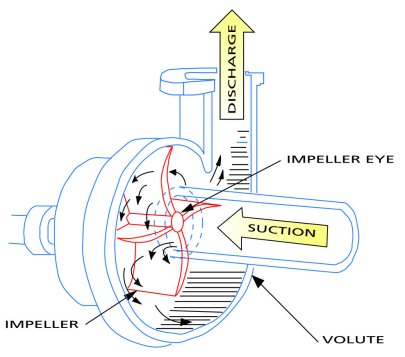
Figure 5 Major pump parts and terminology.
The impeller consists of a back plate, vanes and for closed impellers a front plate or shroud. It may be equipped with wear rings, back vanes and balancing holes.
for more on the different impeller types see impeller.htm.
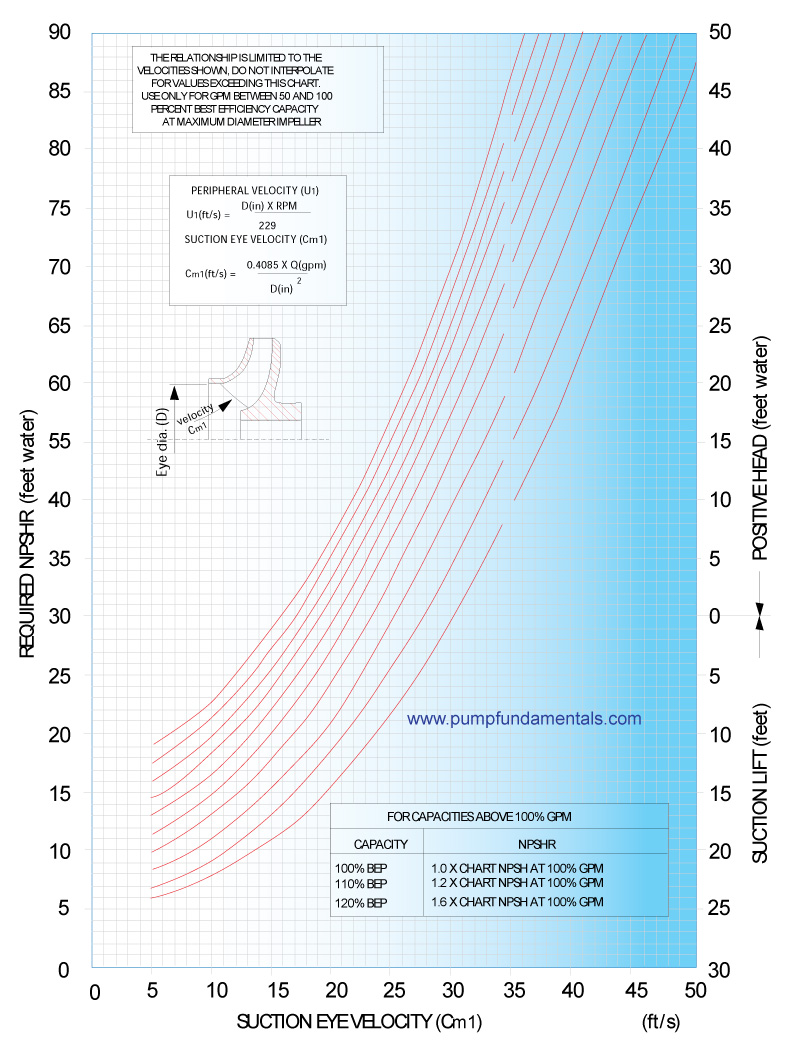
Impeller eye: that area of the centrifugal pump that channels fluid into the vane area of the impeller. The diameter of the eye will control how much fluid can get into the pump at a given flow rate without causing excessive pressure drop and cavitation. The velocity within the eye will control the NPSHR, see this chart.
see also centrifugal-pump-tips.htm
For more information on pump part terminology see this web page.
Inducer: an inducer is a device attached to the impeller eye that is usually shaped like a screw that helps increase the pressure at the impeller vane entrance and make viscous or liquids with high solids pumpable. It can also be used to reduce the NPSHR.
(image source: Teikoku).
see articles on inducers on this web page: pumpworld.htm
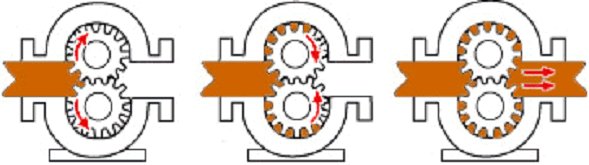
Internal gear pump: a positive displacement pump.
The internal gear pumping principle was invented by Jens Nielsen, one of the founders of Viking Pump. It uses two rotating gears which un-mesh at the suction side of the pump to create voids which allow atmospheric pressure to force fluid into the pump. The spaces between the gear teeth transport the fluid on either side of a crescent to the discharge side, and then the gears re-mesh to discharge the fluid. Viking's internal gear design has an outer drive gear (rotor- shown in orange) which turns the inner, driven gear (idler-shown in white).



Viking Pumps is a major supplier of these pumps.
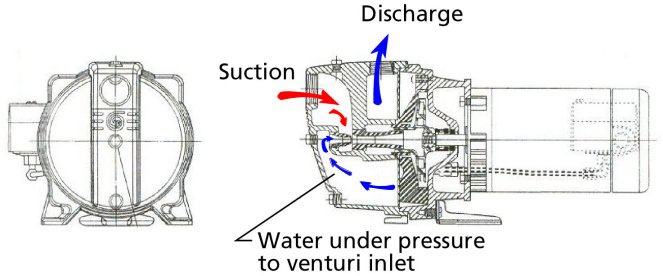
Jet pump: a jet pump is a commonly available residential water supply pump. It has an interesting clever design that can lift water from a well (up to 25 feet) and allow it to function without a check valve on the suction and furthermore does not require priming. The heart of the design is a venturi (source of water is from the discharge side of the impeller) that creates low pressure providing a vacuum at the suction and allowing the pump to lift fluids.
K factor: a factor that provides the head loss for fittings. It is used with the following equation
![]()
The K factor for various fittings can he found in many publications. As an example, Figure 6 depicts the relationship between the K factor of a 90° screwed elbow and the diameter (D). The type of fitting dictates the relationship between the friction loss and the pipe size.
Note: this method assumes that the flow is fully turbulent (see the demarcation line on the Moody diagram of Figure 9).
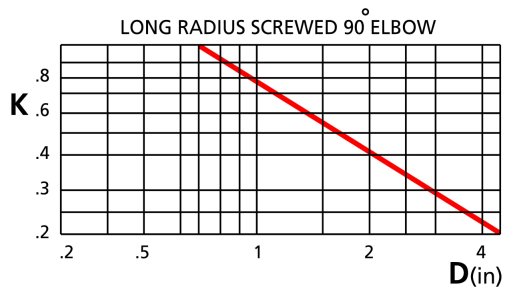
Figure 6 K factor vs. diameter of fitting (source: Hydraulic Institute Engineering data book)
Another good source for fitting K factors is the Crane Technical Data Brochure.
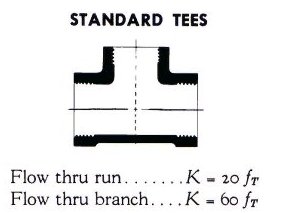
Figure 7 Values for the K factor with respect to the friction factor for a standard tee.
The Crane technical paper gives the K value for a fitting in terms of the term fT as in this example for a standard tee.
![]()
As is the case for the data shown in Figure 6, the friction loss for fittings is based on the assumption that the flow is highly turbulent, in fact that it is so turbulent that the Reynolds number is no longer a factor and pipe roughness is the main parameter affecting friction. This can be seen in the Moody diagram. There is a line in the diagram that locates the position where full turbulence starts.
The term fT used by Crane is the friction factor and is the same as that given by the Colebrook or the Swamee-Jain equation.
When the Reynolds number becomes large the value of fT (using the Swamee-Jain equation) becomes:
furthermore the Crane Technical Paper No. 410
assumes that the roughness of the material will correspond to new steel whose value is 0.00015 ft. Therefore, the previous equation for fT becomes:
Therefore the value of the K factor is easily calculated based on the diameter of the fitting, the friction factor fT and the multiplication factor for each type of fitting.
Laminar: A distinct flow regime that occurs at low Reynolds number (Re <2000). It is characterized by fluid particles in layers moving past one another without mixing.
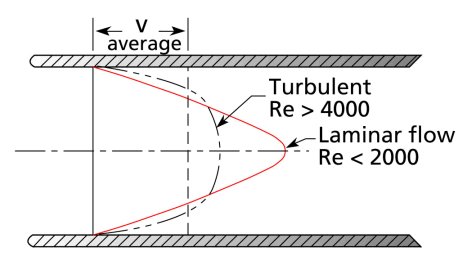
Figure 8 Laminar flow velocity profile.
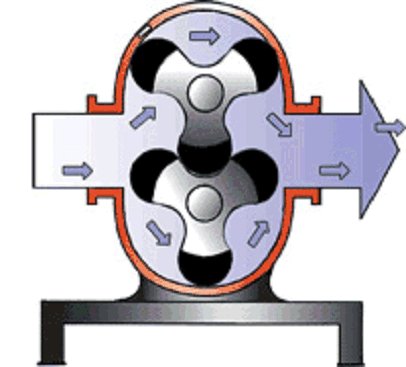
Lobe pump: a positive displacement pump. Primarily used in food applications because they handle solids without damaging them. Lobes are driven by external timing gears as a result the lobes do not make contact. Liquid travels around the interior of the casing in the pockets between the lobes and the casing, meshing of the lobes forces liquid through the outlet port under pressure. They also offer continuous and intermittent reversible flows and can operate dry for brief periods of time. Typical applications are in following industries: food, pharmaceuticals, paper & pulp, beverages, chemical and biotechnology.
Viking Pumps is a major supplier of these pumps https://www.vikingpump.com/.
Low NPSH pump: a pump designed for application with a low N.P.S.H. available, usually has an inducer. see inducer
see specialty_pumps.pdf![]() for more information
for more information
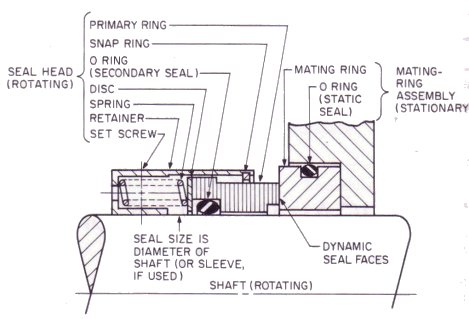
Mechanical seal: a name for the joint that seals the fluid in the pump stopping it from coming out at the joint between the casing and the pump shaft. The following image (source: the Pump Handbook by McGraw-Hill) shows a typical mechanical seal. A mechanical seal is a sealing device which forms a running seal between rotating and stationary parts. They were developed to overcome the disadvantages of compression packing. Leakage can be reduced to a level meeting environmental standards of government regulating agencies and maintenance costs can be lower.
Mercury (Hg): A metal that remains liquid at room temperature. This property makes it useful when used in a thin vertical glass tube since small changes in pressure can be measured as changes in the mercury column height. The inch of mercury is often used as a unit for measuring vacuum level or pressures below atmospheric pressure.
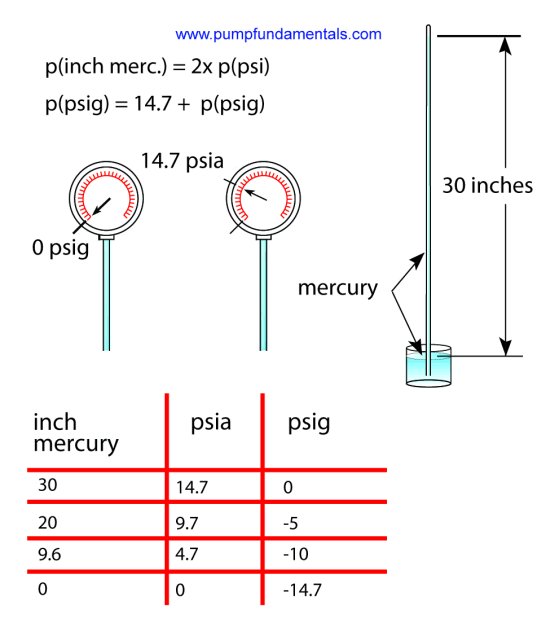
The relationship between inches of mercury, psi and psia units of pressure.
Most centrifugal pumps should not be used at a flow rate less than 50% of the B.E.P. (best efficiency point) flow rate without a recirculation line. (What is the B.E.P.?) If your system requires a flow rate of 50% or less then use a recirculation line to increase the flow through the pump keeping the flow low in the system, or install a variable speed drive.
see also the pump glossary BEP
How is the minimum flow of a centrifugal pump established (answer from the Hydraulic Institute)
The factors which determine minimum allowable rate of flow include the following:
* Temperature rise of the liquid -- This is usually established as 15°F and results in a very low limit. However, if a pump operates at shut off, it could overheat badly.
* Radial hydraulic thrust on impellers -- This is most serious with single volute pumps and, even at flow rates as high as 50% of BEP could cause reduced bearing life, excessive shaft deflection, seal failures, impeller rubbing and shaft breakage.
* Flow re-circulation in the pump impeller -- This can also occur below 50% of BEP causing noise, vibration, cavitation and mechanical damage.
* Total head characteristic curve - Some pump curves droop toward shut off, and some VTP curves show a dip in the curve. Operation in such regions should be avoided.
There is no standard which establishes precise limits for minimum flow in pumps, but "ANSI/HI 9.6.3-1997 Centrifugal and Vertical Pumps - Allowable Operating Region" discusses all of the factors involved and provides recommendations for the "Preferred Operating Region".
Minimum NPSHA: the margin of safety or minimum NPSHA that should be available depends in part on the amount of suction energy of the pump. The suction energy level of the pump increases with:
Anything that increases the velocity of the pump impeller eye, the rate of flow of the pump, or the specific gravity, increases the suction energy of the pump.
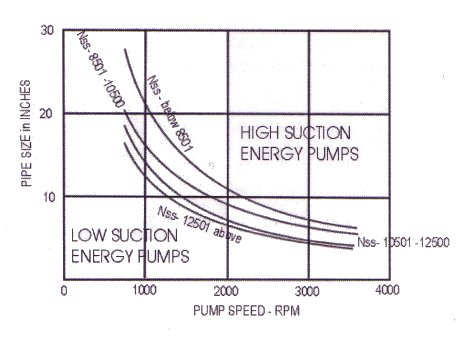
The Hydraulic Institute has offered these guidelines for minimum NPSHA depending on the level of suction energy.
|
Minimum NPSH Margin Ratio Guidelines NPSHA/NPSHR
|
|||
|
Suction energy levels
|
|||
| Application | Low | Medium | High |
| Petroleum | 1.1-a | 1.3-a | |
| Chemical | 1.1-a | 1.3-a | |
| Electrical power | 1.1-a | 1.5-a | 2.0-a |
| Nuclear power | 1.5-b | 2.-a | 2.5-a |
| Cooling towers | 1.3-b | 1.5-a | 2.0-a |
| Water/Waste water | 1.1-a | 1.3-a | 2.0-a |
| General industry | 1.1-a | 1.2-a | |
| Pulp and paper | 1.1-a | 1.3-a | |
| Building services | 1.1-a | 1.3-a | |
| Slurry | 1.1-a | ||
| Pipeline | 1.3-a | 1.7-a | 2.0-a |
| Water/Food | 1.2-a | 1.5-a | 2.0-a |
"a" - or 0.6 m (2 feet) whichever is greater
"b" - or 0.9 m (3 feet) whichever is greater
"a" - or 1.5 m (5 feet) whichever is greater
see articles on NPSH guidelines on this web page: pumpworld.htm
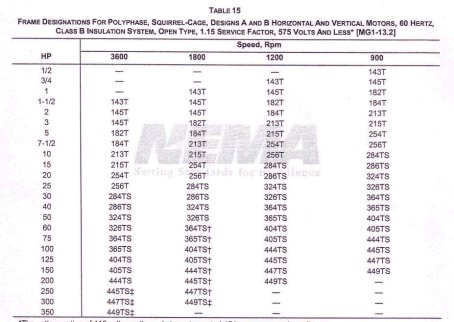
Motor frame:NEMA (National electrical Manufacturers Association) provides standards to which electric induction motors are built. Each frame size (for example frame 254T) is built to specified dimensions. The amount of room required for the pump assembly will depend on the size and construction of the motor. It is easy to find a chart that provides the motor dimensions vs. the frame size (see following chart).
![]()
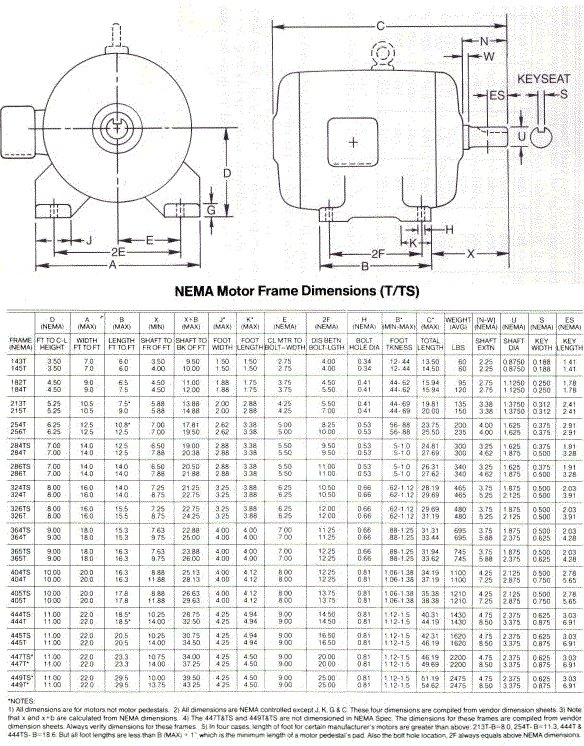
but I looked long and hard to find a chart that provides the frame size vs. the rpm and hp, and here it is:
Moody diagram: A graphical representation of the laminar and turbulent (Colebrook) flow equations.
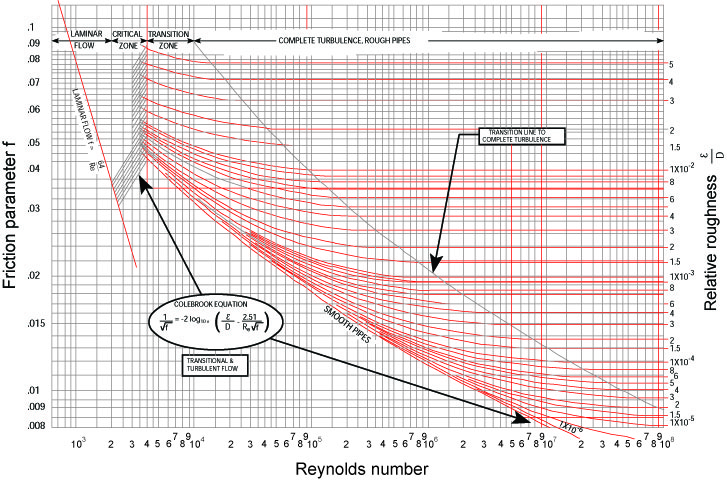
Figure 9 the Moody diagram, a graphical representation of the laminar flow equation and the Colebrook equation for the friction factor f.
Net Positive Suction Head Available (N.P.S.H.A.): Net positive suction head available. The head or specific energy at the pump suction flange less the vapor pressure head of the fluid. see NPSHA.PDF![]()
See this web app calculator for N.PS.H.A.
Also for those who need to know about NPSHA but hate that stuffy word.
Net Positive Suction Head Required (N.P.S.H.R.): Net positive suction head required. The manufacturers estimate on the NPSH required for the pump at a specific flow, total head, speed and impeller diameter. This is determined my measurement. see also NPSHR.PDF![]()
This next figure provides an estimate for NPSHR for centrifugal pumps (source: Centrifugal Pump Design & Application by Val.S.Labanoff and Robert R Ross, contributed by a pump forum friend, Ravi Sankar.
You can join the centrifugal pump discussion forum at https://groups.yahoo.com/neo/groups/pumpfundamentals/info
For a larger scale image download npshr-predict.pdf![]()
Newtonian fluid: A fluid whose viscosity is constant and independent of the rate of shear (strain). For Newtonian fluids, there is a linear relationship between the rate of shear and the tangential stress between layers.
For more information see non-newtoninan fluids.pdf![]()
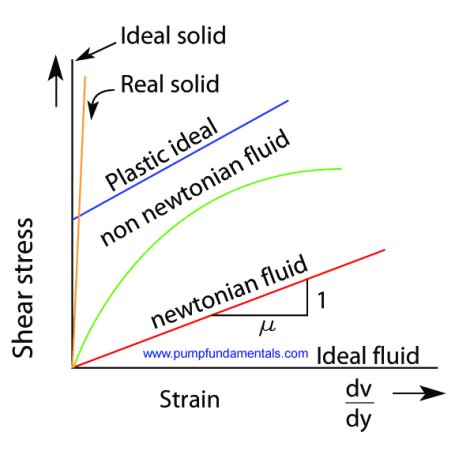
Figure 10 Shear/strain relationship for a Newtonian fluid.
If you want to understand what a non-Newtonian fluid feels like and what it means for viscosity to change with the rate of shear, try this experiment.

In a large shallow bowl make a solution of approximately 1 part water and 2 parts corn starch, try moving this fluid rapidly around with your fingers. When the fingers are moved slowly, the solution behaves as expected, offering little resistance. The faster you try to move through the fluid, the higher the resistance. At that rate of shear, the solution almost behaves as a solid, If you move your fingers fast enough they will skip over the surface. This is what is meant by viscosity being dependent on rate of shear. Compare this behavior to that of molasses; you will find that even though molasses is viscous its viscosity changes very little with the shear rate. Molasses flows readily no matter how fast the movement.
See a video presentation of this experiment![]() .
.
Operating point: The point (flow rate and total head) at which the pump operates. It is located at the intersection of the system curve and the performance curve of a pump. It corresponds to the flow and head required for the process.
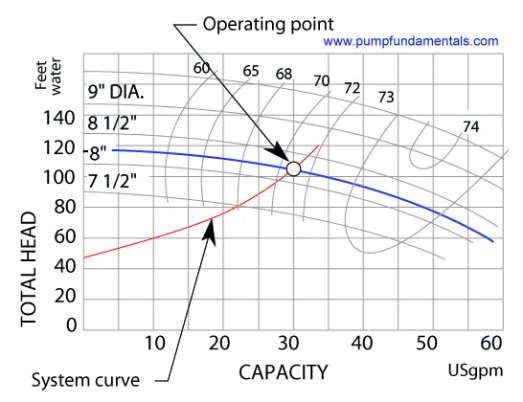
Figure 11 Operating point on a pump performance curve.
Packing: see stuffing box.
Partial emission pump: see radial vane pump.
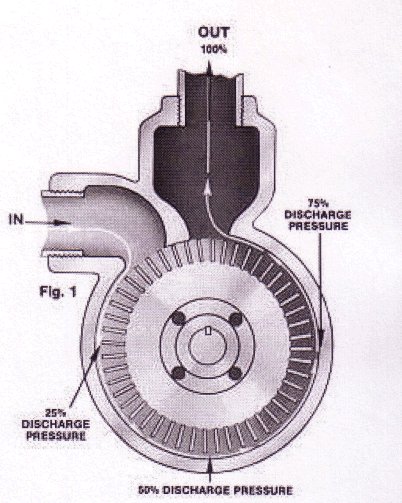
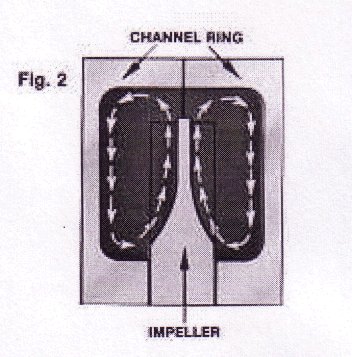
Peripheral (regenerative) pump: also known as regenerative or regenerative turbine pump. These are low capacity (150 gpm or 34 m3/h) high head (5400 ft or 1645 m) pumps. The impeller has short vanes at the periphery and these vanes pass through an annular channel. The fluid enters between two impeller vanes and is set into a circular motion, this adds energy to the fluid particles which travel in a spiral like path from the inlet to the outlet. Each set of vanes continuously adds energy to the fluid particles.
Peripheral pumps are more efficient at these low flow high head conditions than centrifugal pumps, they also require much less NPSHA than an equivalent centrifugal pump. They can also handle liquids with up to 20% entrained gases. They can be run in REVERSE which can sometimes be an interesting ability in certain cases.
They are used in a wide range of domestic and industrial applications.
 |
 |

For a good explanation of the principal of operation see this page from the Mepco web site ![]()
and also from the Roth Pump Co![]() .
.
Performance curve: A plot of Total Head vs. flow for a specific pump model, impeller diameter and speed (syn characteristic curve, water performance curve). see Figure 1
For more information on performance or characteristic curve see this tutorial
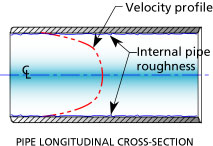
Pipe roughness: A measurement of the average height of peaks producing roughness on the internal surface of pipes. Roughness is measured in many locations and then averaged, it is usually defined in micro-inches RMS (root mean square). Download or view a pipe roughness chart in pdf format![]()
Piping pressure (maximum): it may be necessary in certain applications to check the maximum rating of your pipes to avoid bursting due to excessive pressure. The ASME pressure piping code B31.3 provides the maximum stress for pipes of various materials. Also the pipe flange rating will have to be checked.
for more information see max_piping_oper_press.pdf![]()
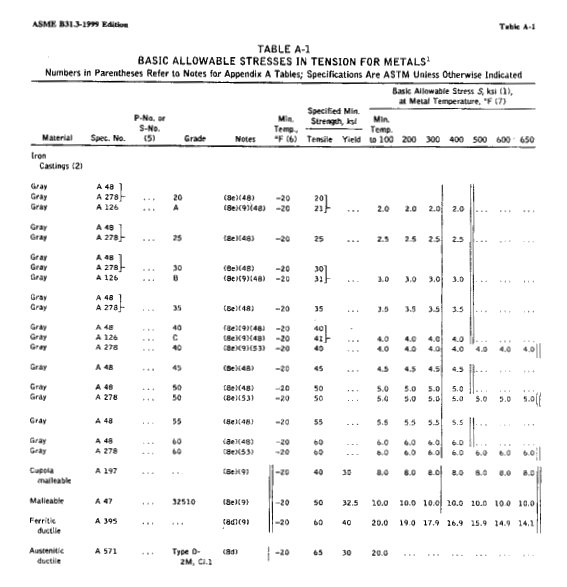
Table of allowable piping stress from the ASME pressure piping code B31.3
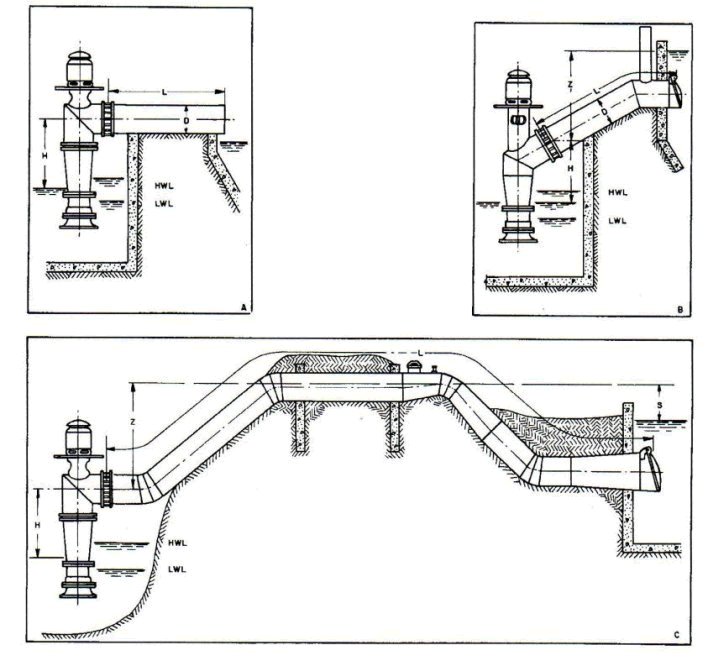
Pitot pump: also know as rotating casing pump. This pump’s specialty is low to medium flow rates at high pressures. It is frequently used for high pressure shower supply on paper machines.
Pressure: The application of a force to a body producing more or less compression within the liquid. In a static fluid pressure varies with height.
Fluid weight is the cause of hydrostatic pressure. A thin slice of fluid is isolated so that the forces surrounding it can be visualized. If we make the slice very thin, the pressure at the top and bottom of the slice will be the same. The slice is compressed top and bottom by force vectors opposing each other. The fluid in the slice also exerts pressure in the horizontal direction against the pipe walls. These forces are balanced by stress within the pipe wall. The pressure at the bottom of the slice will be equal to the weight of fluid above it divided by the area.
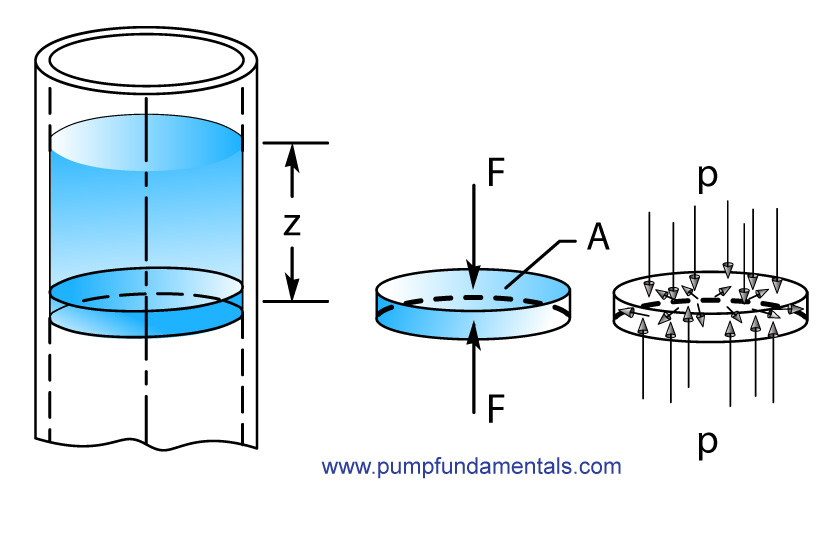
The weight of a fluid column of height (z) is:
![]()
The pressure (p) is equal to the fluid weight (F) divided by the cross-sectional area (A) at the point where the pressure is calculated :
![]()
where F : force due to fluid weight
V : volume
g : acceleration due to gravity (32.17 ft/s2)
![]() : fluid density in pound mass per unit volume
: fluid density in pound mass per unit volume
![]() : fluid density or specific weight in pound force per unit volume
: fluid density or specific weight in pound force per unit volume
Pressure head: an expression of energy, specifically it is energy per unit weight of fluid displaced. More information on pressure head.
We often need to calculate the pressure head that corresponds to the pressure. Pressure can be converted to pressure head or fluid column height for any fluid. However, not all fluids have the same density. Water for example has a density of 62.34 pounds per cubic foot whereas gasoline has a density of 46.75 pounds per cubic foot. Specific gravity is the ratio of the fluid density to water density at standard conditions. By definition water has a specific gravity (SG) of 1. To convert pressure to pressure head, the specific gravity SG of the fluid must be known. The specific gravity of a fluid is:
![]()
where ![]() is the fluid density and
is the fluid density and ![]() is water density at standard conditions. Since
is water density at standard conditions. Since

where ![]() is the fluid density in terms of weight per unit volume. The constant gc is required to provide a relationship between mass in lbm and force in lbf .
is the fluid density in terms of weight per unit volume. The constant gc is required to provide a relationship between mass in lbm and force in lbf .
The quantity ![]() (
(![]() = 62.34 lbm/ft3 for water at 60 °F) is:
= 62.34 lbm/ft3 for water at 60 °F) is:

After simplification, the relationship between the fluid column height and the pressure at the bottom of the column is:
![]()
Progressive cavity pump: a positive displacement pump. These pumps are ideal for fluids that are just too tough for other pumps to handle. e.g. – pastes, greases, sludge etc. They consist of only one driven metal rotor rotating within an elastomer lined (elastic) stator.
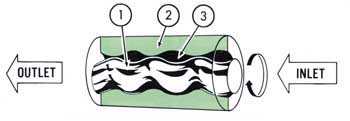
Liquid enters the Suction Inlet under pressure or by gravity and as the ROTOR 1 turns within the flexible rubber STATOR 2 forming tightly sealed cavities 3 which moves the Liquid toward the Discharge Outlet. Pumping action starts the instant the ROTOR turns. Liquid acts as the lubricant between the pumping elements.
Pseudoplastic: The property of a fluid whose viscosity increases slowly with rate of shear.
For more information see non-newtoninan fluids.pdf![]()
Pumps as turbines (PAT): Pumps used in reverse to act as turbines.
For more information see pumps as turbines
Radial flow pump: refers to the design of a centrifugal pump for medium head and medium flow or high head and low flow. The value of the specific speed number will provide an indication whether a radial pump design is suitable for your application. see radial flow pumps.![]()
Radial vane pump: also known as partial emission pump or vane pump. A frame mounted, end suction, top centerline discharge, ANSI pump designed specifically to handle corrosive chemicals at low flows.
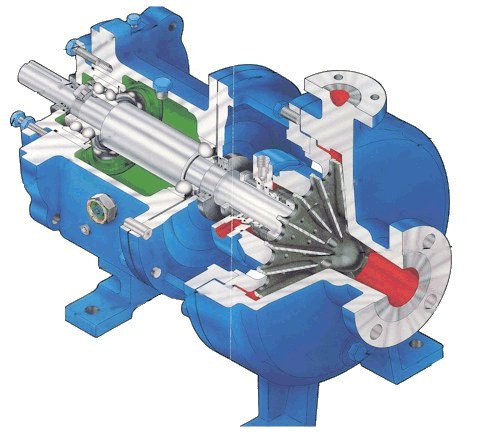
Vane pump
see the pump type database for more information
Recessed impeller pump: sometimes known as vortex pump. This is a frame-mounted, back pull-out, end suction, recessed impeller, tangential discharge pump designed specifically to handle certain bulky or fibrous solids, air or gas entrained liquids or shear sensitive liquids.
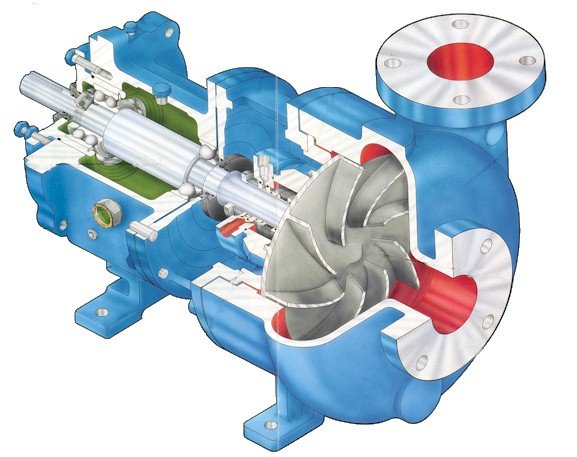
Recessed impeller pump
see the pump type database for more information
see also this article ![]() from the Lawrence pump company.
from the Lawrence pump company.
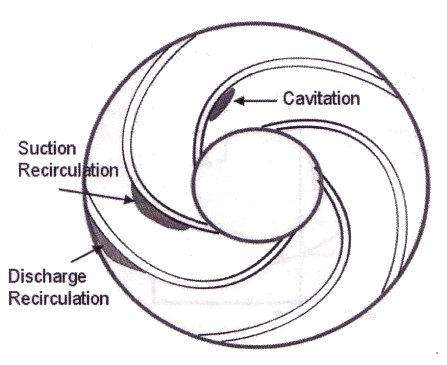
Recirculation: at low flow and high flow compared to the flow at the B.E.P. the fluid will start to recirculate or move in a reverse direction at the suction and at the discharge.
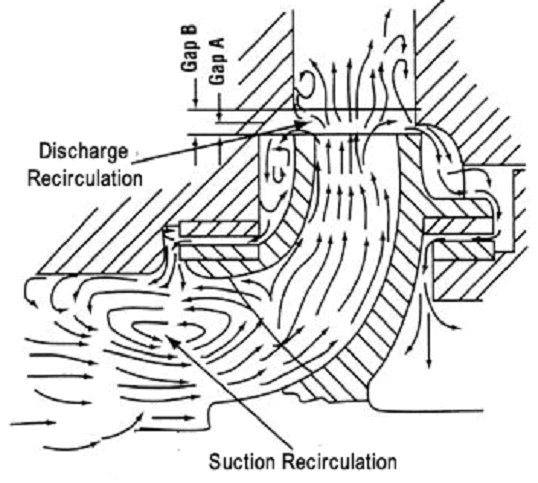
It is well established that cavitation type of damage seen on the inlet vanes and not associated with inadequate NPSH can be directly linked to the pump operating in the suction recirculation zone. Similar damage seen on the discharge vane tips can also be associated with pump operation in the discharge recirculation zone.
The suction and discharge recirculation may occur at different points as shown on the characteristic curve below.

Regenerative pump: see peripheral pump, also known as regenerative turbine pump.
Reynolds number: the Reynolds number is proportional to the ratio of velocity and viscosity, the higher the number (higher than 4000 for turbulent flow) the more turbulent the flow and the less viscosity has an effect. At high Reynolds numbers (see the transition line to complete turbulence in the Moody diagram) the pipe roughness becomes the controlling factor for friction loss. The lower the Reynolds number (less then 2000 for laminar flow) the more the viscosity of the fluid is relevant. Most applications are in the turbulent flow regime mode unless the fluid is very viscous (for example 300 cSt and up), the velocity has to be very low to produce the laminar flow regime.
![]()
Rheopectic: The property of a fluid whose viscosity increases with time.
For more information see non-newtoninan fluids.pdf![]()
Rubber pump liner: see slurry pump.
Screw impeller: The screw centrifugal impeller is shaped like a tapered Archimedes screw.
Originally developped for pumping live fish, the screw centrifugal pump has become popular for
many solids handling applications.
for more information see this newsletter ![]() from Lawrence pumps.
from Lawrence pumps.
see also ![]() this article from the Hayward Gordon pump company.
this article from the Hayward Gordon pump company.
Sealless pump: see pump type chart for more information, images and references on sealless pumps.
Self-priming pump: a pump that does not require priming or a initial filling with liquid. The pump casing carries a reserve of water that helps create a vacuum that will lift the fluid from a low source.
Self-priming pump
see specialty_pumps.pdf![]() for more information
for more information
Shroud: see end-suction pump.
Shut-off head: The Total Head corresponding to zero flow on the pump performance curve.
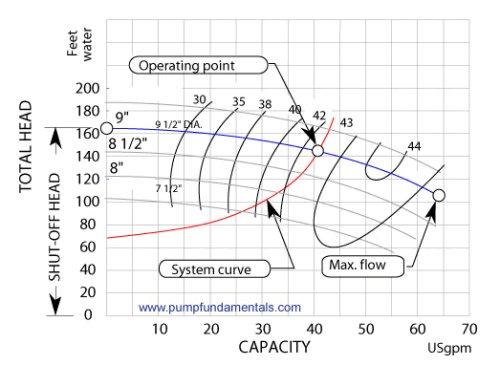
Figure 12 Shut-off head and other points on a centrifugal pump performance curve.
The shut-off head is the Total Head that the pump can deliver at zero flow (see next Figure). The shut-off head is important for 2 reasons.
1. In certain systems (admittedly unusual), the pump discharge line may have to run at a much higher elevation than the final discharge point. The fluid must first reach the higher elevation in the system. If the shut-off head is smaller than the static head corresponding to the high point, then flow will not be established in the system.
2. During start-up and checkout of the pump, a quick way to determine if the pump has the potential capacity to deliver the head and flow required, is to measure the shut-off head. This value can be compared to the shut-off head predicted by the performance curve of the pump.
Side channel pump: is a pump that provides high head at low flows with the added benefit of being able to handle gases. The principle of the pump is well explained on the Sero Pump web site
web site. I have included a pdf version of the web site material
You will find other examples and suppliers of side channel pumps in the pump data base using pump type: side channel.
Siphon: A system of piping or tubing where the exit point is lower than the entry point and where some part of the piping is above the free surface of the fluid source.
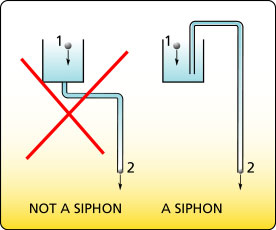
Figure 14 A siphon.
See this article for a description of how a siphon works.![]()
Sludge pump: certain types of sludges tend to settle very quickly and are hard to keep in suspension. The Lawrence pump company has solved this problem by putting an agitator in front of the pump suction.

Sludge pump
see specialty_pumps.pdf![]() for more information
for more information
Specific gravity (SG): the ratio of the density of a fluid to that of water at standard conditions. If the SG is 1 then the density is the same as water, if it is less than 1 then the fluid is less dense than water and heavier than water if the SG is bigger than 1. Mercury has an SG of 14, gasoline has an SG of 0.8. The usefulness of specific gravity is that it has no units since it is a comparative measure of density or a ratio of densities therefore specific gravity will have the same value no matter what system of units we are using, Imperial or metric.
For more information see specific gravity.pdf![]()
See this experiment on video showing that total head is independant of density or specific gravity![]() .
.

the above image is from the Cameron Hydraulic data book which contains a great deal of information on fluid properties.
Specific speed: a number that provides an indication what type of pump (for example radial, mixed flow or axial) is suitable for the application. The figure below is know as the Balje diagram.
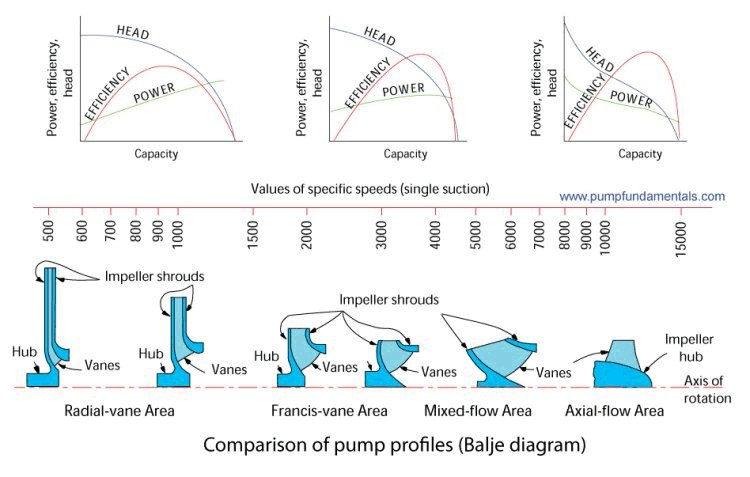
Specific speed is calculated with this formula:
The conversion from metric to imperial specific speed NSm is given below:
![]()
see also suction specific speed
for an article on this topic see specific-speed_primer.pdf![]()
and here is a web app calculator for specific speed.
Standard volute pump close coupled: The volute is the casing which has a spiral shape. The
motor shaft is connected to the impeller without an intermediate coupling providing a compact arrangement. The flow range is typically less than 300 gpm.

The picture for this pump is provided courtesy of Ace Pumps.
Standard volute pump separately coupled: The volute is the casing which has a spiral shape. The
motor shaft is connected to the impeller with an intermediate shaft with two couplings.

The picture for this pump is provided courtesy of Allweiler.
Strain: The ratio between the absolute displacement of a reference point within a body to a characteristic length of the body. see Figure 10.
Stress: In this case refers to tangential stress or the force between the layers of fluid divided by the surface area between them.
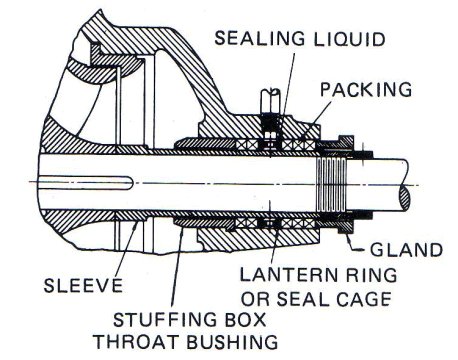
Stuffing box: the joint that seals the fluid in the pump stopping it from coming out between the casing and the pump shaft. The following image (source: the Pump Handbook by McGraw-Hill) shows a typical stuffing box with gland packing. The function of packing is to control leakage and not to eliminate it completely. The packing must be lubricated, and a flow from 40 to 60 drops per minute out of the stuffing box must be maintained for proper lubrication. This makes this type of seal unfit for situations where leakage is unacceptable but they are very common in large primary sector industries such a mining and pulp and paper.
Submersion or submergence: Submersion as used here is the height between the free surface of a suction tank and the pump intake pipe.
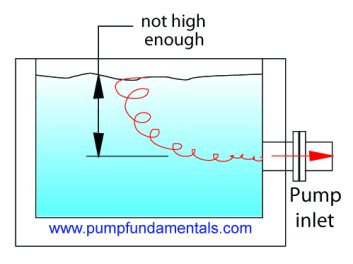
Figure 13 Minimum submersion to avoid vortex formation.
Try this web app calculator for minimum submersion height.
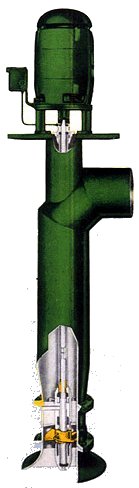
Here's a nice picture of an axial flow pump with an suction intake submersion problem.

see this video on submersion
The Hydraulic Institute publishes a guide on Pump Intake Design that provides detail recommendations.
The Goulds pump company provides similar pump intake design recommendations at no cost.
Suction flow splitter: a rib of metal across the pump suction that is installed on certain pumps. It's purpose is to remove large scale vortexes so that the stream lines are as parallel as possible as the fluid enters the impeller eye.
Suction guide: a device that helps straighten the flow ahead of a pump that has a 90 degree elbow immediately ahead of it.
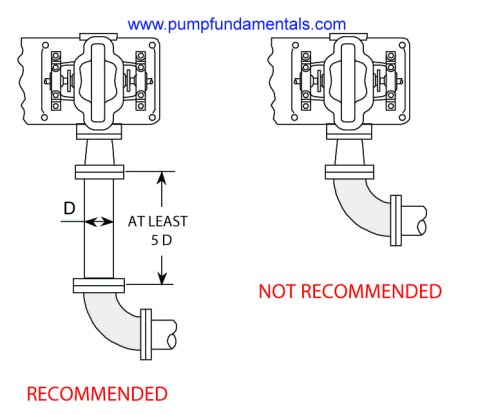
There are two types of suction gudes as far as I know.
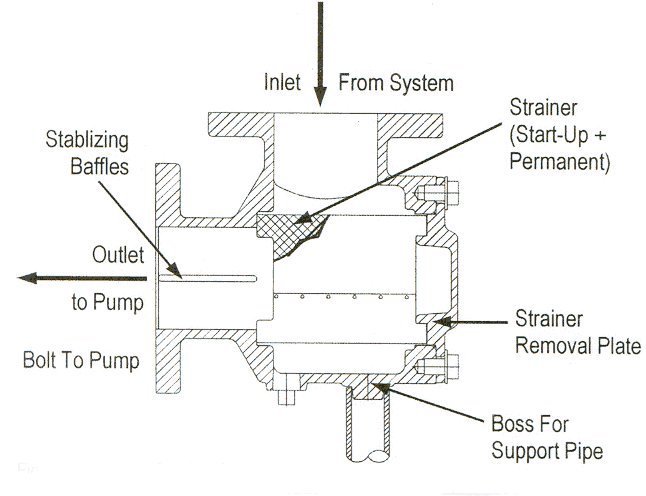
The other type of suction guide is the Cheng vane system
The Cheng vane, see Cheng Fluid Systems
Another manufacturer of standard suction guide components from 2" to 14" diameter is Metraflex.
Bell Gossett produce a suction guide they call a suction diffuser
see the Bell Gossett sales brochure on suction diffusers![]()
Suction vane: see suction guide.
Suction specific speed: a number that indicates whether the suction conditions are sufficient to prevent cavitation. According to the Hydraulic Institute the suction specific speed should be less than 8500. Other experiments have shown that the suction specific speed could be as high as 11000.
When a pump has a high suction specific speed value, it will also mean that the impeller inlet area has to be large to reduce the inlet velocity which is needed to enable a low NPSHR. However, if you continue to increase the impeller inlet area (to reduce NPSHR), you will reach a point where the inlet area is too large resulting in suction recirculation (hydraulically unstable causing vibration, cavitation, erosion etc..). The recommended maximum suction specifc speed value is to avoid reaching that point. (paragraph contributed by Mike Tan of the pump forum group).
Keeping the suction specific speed below 8500 is also a way of determining the maximum speed of a pump and avoiding cavitation.
For a double suction pump, half the value of Q is used for calculating the suction specific speed.
Suction specific speed is calculated with this formula:
 see also specific speed
see also specific speed
The conversion from metric to imperial suction specific speed Sm is given below:
![]()
The term NSS is also used to represent the suction specific speed.
According to the Hydraulic Institute the efficiency of the pump is maximum when the suction specific speed is between 2000 and 4000. When S lies outside this range the efficiency must be derated according to the following figure.
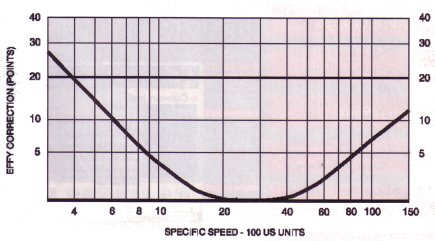
source: Pump & Systems magazine August 2005
for an article on this topic see specific-speed_primer.pdf![]()
and here is a web app calculator for suction specific speed.
The following chart provides some more precise guidelines on desirable suction specific speed operating ranges.
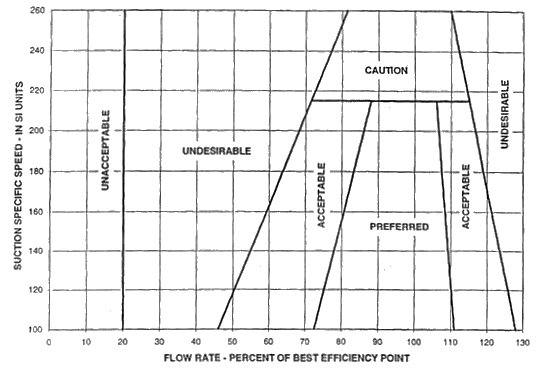
Source: Process Industry Practices RESP 001 Design of Pumping Systems that use Centrifugal Pumps.
Suction Static Head: The difference in elevation between the liquid level of the fluid source and the centerline of the pump (see Figure 4). This head also includes any additional pressure head that may be present at the suction tank fluid surface, for example as in the case of a pressurized suction tank.
Suction Static Lift: The same definition as the Suction Static head. This term is only used when the pump centerline is above the suction tank fluid surface.
System: as in pump system. The system includes all the piping, including the equipment, starting at the inlet point (often the fluid surface of the suction tank) and ending at the outlet point (often the fluid surface of the discharge tank).
System Curve: A graphical representation the pump Total Head vs. flow. Calculations are done for the total head at different flow rates, these points are linked and form a curve called the system curve. It can be used to predict how the pump will perform at different flow rates. The Total head includes the static head which is constant and the friction head and velocity head difference which depends on the flow rate (see Figure 11). The intersection of the system curve with the pump characteristic curve defines the operating point of the pump.
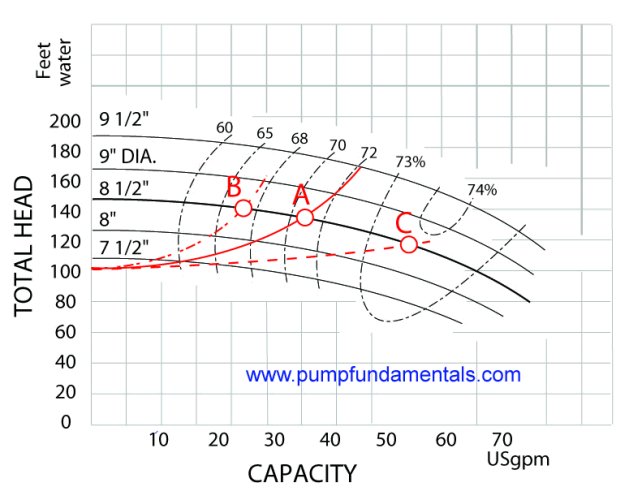
Changes to the system such as opening or closing valves or making the discharge pipe longer or shorter will change the friction head which will change the shape of the system curve and therefore the operating point. In the following figure there is a system which has a static head of 100 feet and a total system resistance of approximately 20 feet shown by curve A. There is a valve at the pumpdischarge which is partially closed. If the friction head is increased (i.e. valve is closed) then the operating point will shift from A to point B and the flow will drop. If the friction head is decreased (i.e. valve is opened) then the operating point will shift to point C and the flow increases.
System requirements: Those elements that determine Total Head: friction and the system inlet and outlet conditions (for example velocity, elevation and pressure).
Swamee-Jain equation: an equation that can be used as a substitute for the Colebrook equation for calculating the friction factor f.
Thixotropic: The property of a fluid whose viscosity decreases with time.
Total Dynamic Head: Identical to Total Head. This term is no longer used and has been replaced by the shorter Total Head.
Total Head: The difference between the pressure head at the discharge and suction flange of the pump ( syn Total Dynamic Head. pump head, system head). see also tutorial3.htm
Total Static Head: The difference between the discharge and suction static head including the difference between the surface pressure of the discharge and suction tanks if the tanks are pressurized (see Figure 4). See also tutorial3.htm
Turbulent: The behavior of fluid articles within a flow stream characterized by the rapid movement of particles in many directions as well as the general direction of the overall fluid flow.
Vacuum: pressure less than atmospheric pressure.
Vanes (no.of): see impeller.htm.
Vane pass frequency: when doing a vibration analysis this frequency (no. of vanes times the shaft speed) and it's even multiples shows up as a peak which can indicate a damaged or imbalanced impeller.
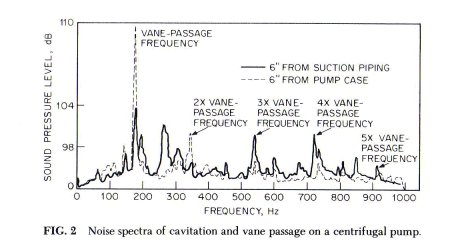
Figure 15 Noise vibration spectra showing vane pass frequency (source: The Pump Handbook publ. by McGrawHill)
see articles on pump vibration sources on this web page: pumpworld.htm
Vane pump: see radial vane pump.
Vane pump (hydraulic): a positive displacement pump. Vane pumps are used successfully in a wide variety of applications (see below). Because of vane strength and the absence of metal-to-metal contact, vane pumps are ideally suited for low-viscosity, non lubricating liquids up to 2,200 cSt / 10,000 SSU. Such liquids include LPG, ammonia, solvents, alcohol, fuel oils, gasoline, and refrigerants.
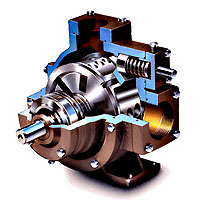
1. A slotted rotor or impeller is eccentrically supported in a cycloidal cam. The rotor is located close to the wall of the cam so a crescent-shaped cavity is formed. The rotor is sealed into the cam by two sideplates. Vanes or blades fit within the slots of the impeller. As the impeller rotates (yellow arrow) and fluid enters the pump, centrifugal force, hydraulic pressure, and/or pushrods push the vanes to the walls of the housing. The tight seal among the vanes, rotor, cam, and sideplate is the key to the good suction characteristics common to the Vane pumping principle.
2. The housing and cam force fluid into the pumping chamber through holes in the cam (small red arrow on the bottom of the pump). Fluid enters the pockets created by the vanes, rotor, cam, and sideplate.
3. As the impeller continues around, the vanes sweep the fluid to the opposite side of the crescent where it is squeezed through discharge holes of the cam as the vane approaches the point of the crescent (small red arrow on the side of the pump). Fluid then exits the discharge port.
Rexroth is a major manufacturer of vane pumps https://www.boschrexroth.com/en/us/
Vapor pressure: The pressure at which a liquid boils for a specific temperature.
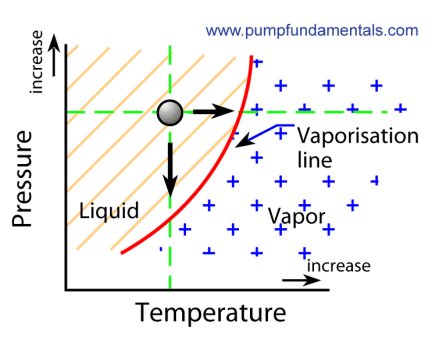
Figure 16 The boundary between liquid and vapor phase of a fluid. A fluid can be vaporized by increasing the temperature or decreasing the pressure.

Figure 17 Vapor pressure vs. temperature for various fluids.
Venturi (Bernoulli's law): a venturi is a pipe that has a gradual restriction that opens up into a gradual enlargement. The area of the restriction will have a lower pressure than the enlarged area ahead of it. If the difference in diameters is large you can even produce a very high vacuum (-28 feet of water). I use a cheap plastic venturi made by Fisher or Cole Palmer for an experiment that I do to demonstrate vapor pressure during my training seminars and it is very easy to create very high absolute vacuum.
In certain locations I can't do this experiment, because hey don't have a source of water in hotel suites,
too bad because it's always a winner, so I have to revert to a video.
If you want to purchase this nifty plastic
venturi you can get it here at labsupplyoutlaws.com  it's quite inexpensive.
it's quite inexpensive.
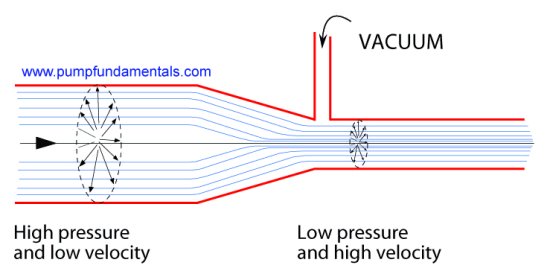
It is not easy to understand why low pressure occurs in the small diameter area of the venturi. I have come up with this explanation that seems to help.
It is clear that all the flow must pass from the larger section to the smaller section. Or in other
words, the flow rate will remain the same in the large and small portions of the tube. The flow rate
is the same, but the velocity changes. The velocity is greater in the small portion of the tube. There
is a relationship between the pressure energy and the velocity energy, if velocity increases the pressure
energy must decrease. This is the principle of conservation of energy at work which is also Bernoulli's law.
This is similar to a bicycle rider at the top of a hill. At the top or point 1 (see Figure 18 below), the
elevation of the cyclist is high and the velocity low. At the bottom (point 2) the elevation is low and the
velocity is high, elevation (potential) energy has been converted to velocity (kinetic) energy. Pressure
and velocity energies behave in the same way. In the large part of the pipe the pressure is high and velocity is low, in the
small part, pressure is low and velocity high.
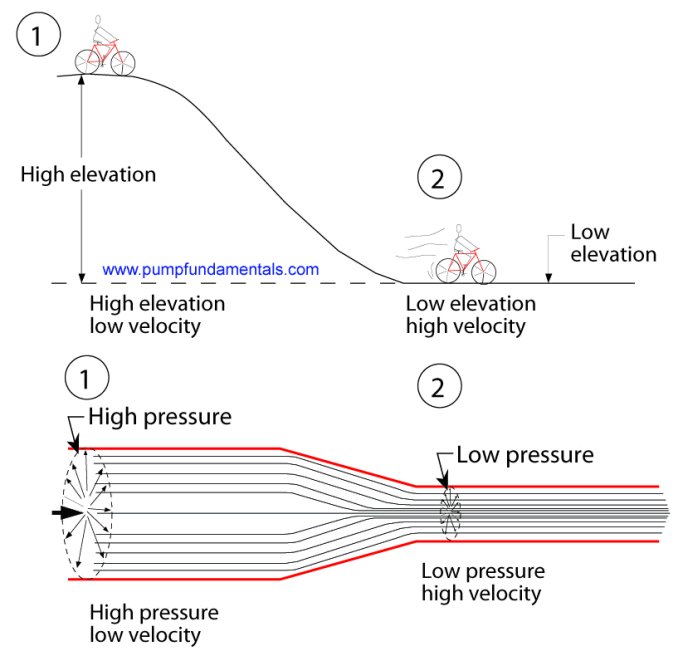
Figure 18 The venturi effect.
Bernoulli's law is a relationship between two points within a system that states that the sum of the energies that correspond to pressure, velocity and elevation must be conserved.
The general form of the law (neglecting friction) is:
where p1 is the pressure, v1 the velocity and h1 the elevation
at point 1 and the same parameters are used at point 2. Gamma ![]() is the fluid density and g
the acceleration due to gravity.
is the fluid density and g
the acceleration due to gravity.
In the case of the cyclist there is no pressure and only the velocity and elevation can vary, so that Bernoulli's law becomes:
as the cyclist goes down the hill h2 becomes smaller than h1 and to balance the equation then v2 must be larger than v1.
In the case of the venturi tube there is no elevation change and only the velocity and pressure can vary, so that Bernoulli's law becomes:
We can clearly see that if v2 is greater than v1 then p2 must be smaller than v1 to balance the equation.
for an article on this and related subjects see unusual_aspects-pumps-syst.pdf![]()
Viscosity: A property from which a fluid's resistance to movement can be evaluated. The resistance is caused by friction between the fluid and the boundary wall and internally by the fluid layers moving at different velocities.
The more viscous the fluid the higher the friction loss in the system. Centrifugal pumps are affected by viscosity and for fluids with a viscosity higher than 10 cSt, the performance of the pump must be corrected.
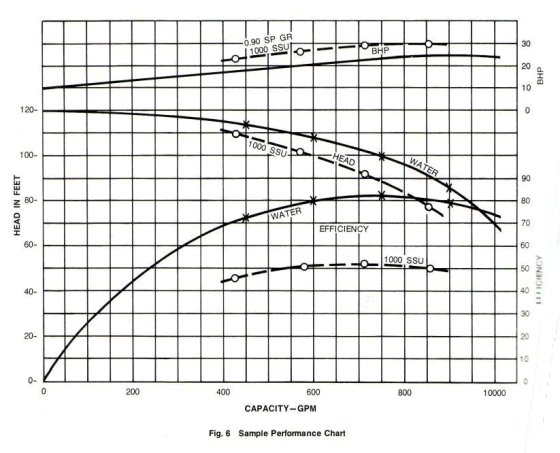
The following figure which you can find in the Goulds pump catalogue in the Technical Section shows the effect of viscosity on pump performance.
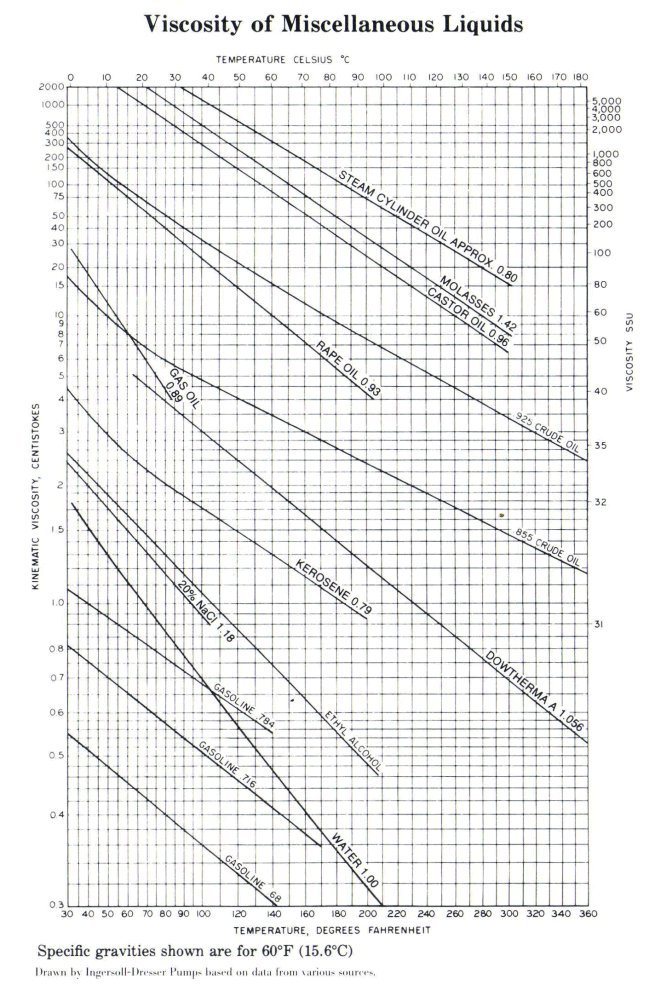
This next figure is a chart of values for viscosity for different liquids which you can find in the Cameron Hydraulic data book.
The basic unit of viscosity is known as the Poise or centiPoise (cP) named after the French scientist Poiseuille who discovered a practical method of measuring viscosity. The greek letter ![]() is used to represent viscosity. There are two types of viscosity, the first just mentioned is known as absolute viscosity and the other for which the greek letter nu
is used to represent viscosity. There are two types of viscosity, the first just mentioned is known as absolute viscosity and the other for which the greek letter nu ![]() is used is called the kinematic viscosity. The unit of kinematic viscosity is the centiStoke (cSt) named after the English scientist Stokes.
is used is called the kinematic viscosity. The unit of kinematic viscosity is the centiStoke (cSt) named after the English scientist Stokes.
The relationship between the two is:
![]()
Viscosity data of common liquids
can also be found in the Goulds pump catalogue.Viscosity correction: see viscosity.
Viscous drag pump: a pump whose impeller has no vanes but relies on fluid contact with a flat rotating plate turning at high speed to move the liquid.
Viscous drag pump
see specialty_pumps.pdf![]() for more information
for more information
Vortex: see submersion.
Vortex pump: see recessed impeller pump.
Water hammer (pressure surge): If in systems with long discharge lines,(e.g. in industrial and municipal water supply systems ,in refineries and power stations) the pumped fluid is accelerated or decelerated, pressure fluctuations occur owing to the changes in velocity. If these velocity changes occur rapidly , they propagate a pressure surge in the piping system, originating from the point of disturbance ; propagation takes place in both directions (direct waves),and these waves are reflected (indirect waves) at points of discontinuity ,e.g. changes of the cross sectional area ,pipe branches, control or isolating valves, pumps or reservoir. The boundary conditions decide whether these reflections cause negative or positive surges. The summation of all direct and indirect waves at a given point at a given time produces the conditions present at this point.
These pressure surges, in addition to the normal working pressure ,can lead to excessive pressure and stresses in components of the installation . In severe cases such pressure surges may lead to failure of pipe work, of fittings or of the pump casings. The minimum pressure surge may, particularly at the highest point of the installation ,reach the vapor pressure of the pumped liquid and cause vaporization leading to separation of the liquid column. The ensuing pressure increase and collision of the separated liquid column can lead to considerable water hammer .The pressure surges occurring under these conditions can also lead to the failure or collapse of components in the installation.
For the maximum pressure fluctuation the JOUKOWSKY pressure surge formula can be used:
Δp = ρ . a . Δv
Where ρ = density of the pumped liquid
a = velocity of wave propagation
Δv = change of velocity of the flow in the pipe.
The full pressure fluctuation corresponding to the change of velocity Δv occurs only if the change of velocity Δv takes place during the period.
t ≤ reflection time tr = 2.l /a
where l = distance between the nearest discontinuity (point of reflection ) and the point of disturbance .
A contribution from Moshe Shayan of the pump discussion forum.
This article titled Surge Control in Pumping Station by Val-Matic Valve appeared in the Pumps & Systems magazine of March 2007, it's a very good description of how water hammer occurs and how it can be controlled.
You can join the centrifugal pump discussion forum at https://groups.yahoo.com/neo/groups/pumpfundamentals/info
